




Sanxin Road, Liyu Industry Zone, Tianyuan District, Zhuzhou, Hunan 412007, P.R.China

Egypt

Australia

Germany

France

South Korea

Canada

Malaysia

United States

Japan

Thailand

Spain

Italy

Indonesia

UK

Vietnam

China

Haili
Sinovan Servotimes HD Series
Sinovan Servotimes HD Series(Fixed-Type)
Sinovan Servotimes HD Series(Fixed-Type)
Sinovan Servotimes FFG Line

Sinovan Servotimes HD Series

Sinovan Servotimes HD Series

Sinovan Servotimes HD Series

Sinovan Servotimes HD Series

Sinovan Servotimes HS series

Sinovan Servotimes FFG Line

Adaptability analysis on carton printing
1.Printing adaptability of surface tensionIt can be found that the transfer of ink determines the reproduction of color, in this process, many people will often find that the printing press ink transfer is not good. In fact, the most fundamental principle of ink transfer is surface tension, ink transfer relies on increasing the surface tension to set the surface tension value. For example: ink surface tension is less than the surface tension of rubber roller, rubber roller surface tension is less than the surface tension of the anilox roller, anilox roller surface tension is less than the surface tension of the printing plate, the surface tension of the plate is aller than the surface tension of the cardboard. If not in this order, the ink will not transfer up.Liquid is not easy to transfer from high surface tension to low surface tension, which is why when ink mixed with too much water, the color is not easy to print, and the color would be very light. Because the surface tension of water is the maximum, it is between 72 dyne and 72 dyne, and its surface tension will prevent the transfer of ink to these objects, when printing, do not mix water. Also, when you add a little water to the anilox roller, the tension of the anilox roller increases, ink is easy to stick up, so we can properly use water to handle surface tension. 2.Printing adaptability of PH valueLow PH value will cause the ink viscosity increased, resin hydrolysis dry precipitation, finally leading to uneven color, abrasive resistance is poor. While high PH value will cause the ink viscosity decreased, fast liquidity, slow paper and plate drying speed and printing paste ink and other shortcomings.3.Printing adaptability of viscosityIf viscosity is too thin, it will cause insufficient ink coverage on the paper, the ink is light which can be adjusted by thickening agent. If too thick on the other side, it will cause poor ink fluidity, ink consumption too much, slow drying on paper and plate, printing paste ink and other shortcomings. It can be adjusted by diluent. Therefore, when you are doing four-color printing, you should understand the adaptability of printing, understand the relationship between PH and viscosity. The printing order should be from the first color to the fourth color, PH value should be from high to low, viscosity from low to high, we should remember these points.For printing, these are the fundamental principles. If you don't know these principles, you’ll meet a lot of printing problems, but if you can fix the problems according to these principles, it's going to be much easier to print good products.
1529 views0 0

How to improve chromaticity precision and dot clarity?
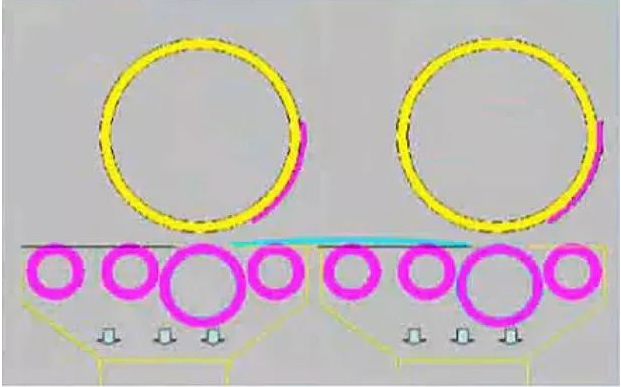
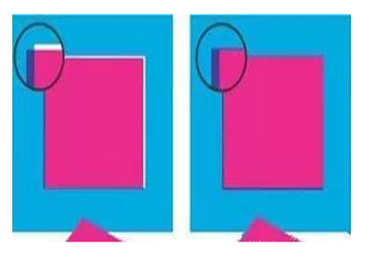
In carton factory, any intelligence and automation must take carton product quality as the priority, it is not realistic to make high efficiency production without good quality, noris the direction of carton factory transformation upgrade.Therefore, in the use of intelligent equipment, the carton factory must focus on product quality.The following will explain how to improve the chromaticity precision and dot clarity as well as improve the printing qualitythrough intelligence.1.Air- bag scraper is conducive to improve printing quality The traditional chambered doctor blade system adjusts the position of scraping blade and the anilox roller by moving the position of doctor blade on the holder, and adjusts the pressure and controls the ink transfer. There are many human factors in this kind of operation, so the best effect can not be achieved and the service life is short.The advantages of the airbag scraper is: Adjust the thickness of the ink layer according to the product requirements, controlled by air pressure, ink wiping is uniform, that keep the color is consistent, and the service life can extend about 30% than the traditional scraper. 2.Screened printing, dot expansion is conducive to ensure printing qualityThe printing number of screened printing plate is 1 million, while the traditional printing plate is only 700,000 times, the service life of screened printing plate can be extended by about 30%. Besides, dot expansion is conducive to guarantee the printing quality.Compared coated paper printing of the screen printing plate with traditional printing plate,as shown in the figure below. When printing coated paper with the conventional printing plate , the printing surface will be uneven, while the micro mesh printing plate will be relatively uniform. From printing plate perspective, micro mesh printing plate surface is ooth, the regular dots are raised, which appear as the dome, the printing quality is easy to be affected by the changed pressure. ▲ Micro mesh & Dome dotFrom the point of view of dot printing, the conventional printing plate can not be made by 1:1 dot production, so the printing dot deformation is serious, screen dot is made in accordance with 1:1 , so the printing dot not deformed.3. Double anilox roller, one machine with multi-purpose, it is good to ensuring the printing qualityConventional printing press has one fixed anilox roller, which is quite complicated to replace with, as it takes a long time. Double anilox roller structure refers to install two sets of anilox rollers with different lines, and supported inking system in one printing unit. One key switch, then printing with different paper (like coated paper, linerboard) , high dot, large solid area with different amount of ink can be coped easily.The advantage of double anilox rollers is that two anilox rollers can be arranged in one printing unit, which can be adjusted according to product requirements to ensure printing quality. For example, A printing press with the configuration as follows:The first color 250 mesh, the second color 350 mesh, the third color 350 mesh, the fourth color 250 mesh.Such configuration has a strong applicability.However, if there are three colors having large color lump or required high screen line, then the production might be difficult to operate.The details are as follows: 1.When there are three large color lumps, then color lump with 350 mesh is hard to print.2. If three color dot more than 60 lines, then printing of 250 mesh is prone to be dressing.But if you use double anilox roller, configured another two suitable anilox rollers for switching , this problem can be solved quickly.Double anilox roller structure, anilox roller switching can be completed in 3-5 minutes, the operation is very simple. This method can give full play to the performance of the printing press, that is, one machine with multi-purpose, it can print high dot line products, but also the production of ordinary products, it’s two birds with one stone.
1688 views0 0
How to quickly identify different printing blank?
There are many quality problems in the production process, such as printing paste, deinking, printing blank and so on. Among them, the printing blank is a common one.This article will focus on how the operator quickly find the type of printing blank and fix it.Printing blank is the most common and difficult quality problem in the production of corrugated cartons. Printing blank seriously affects the printing effect, which will lead to the unaesthetic printing on the surface of cartons, and even a large area of printing blank will be regarded as unqualified products, resulting in a waste of production.There are many reasons cause printing blank, such as paper water absorbency , ink viscosity, printing pressure, paper scraps, dust etc.. Of course, the reasons for printing blank are different, so are the methods. As an operator, how to quickly find the solution to the problem?The following highlights three of the most common printing blank and solutions:1.Printing blank caused by improper pressure adjustment1).Plate pressure is not enough (that is, printing cylinder and anilox roller pressure) : there are scoring mark on the cardboard, which is bump. Printing blank caused by insufficient plate pressure is mainly reflected on the printing surface that is not complete, printing patterns on the edge is not ooth, and printing patterns on the cardboard has scoring mark. As long as you touch the printing blank, you can find that there is a concave and convex , once this happens, it shows that the plate pressure is insufficient.If the printing unit is separated, check the printing plate, the lack amount of ink on the plate is also the lack of pressure on the printing plate, that’s why printing blank was caused. Generally, the printing blank area is relatively large.2).Printing blank caused by insufficient printing pressure (pressure roller and printing cylinder) : plate with enough ink, no bump There are similarities between printing blank caused by insufficient printing pressure and by insufficient plate pressure, but there is a very obvious difference, that is, the printing pattern on the cardboard has no bump, there is enough ink on the printing plate.Improvement : The best solution for these two types of printing blank is to adjust the respective pressure to the appropriate position, then you can directly improve the printing blank.2.Printing blank caused by low ink viscosity: ink of printing pattern is light, appearing pinhole. Printing blank caused by low ink viscosity, the most obvious is the printing pattern of ink color light, and appearing pinhole, printing pattern looks very virtual.Improvement :The emergence of such printing blank is to first check the ink viscosity, you can increase the ink viscosity or add some new ink, then such printing blank would be solved.3.Printing blank caused by paper: Printing pattern deinking Printing blank caused by paper is mainly reflected in the printing pattern deinking, if it is the color lump printing blank, it is mainly reflected in the middle of the paper, because the ink absorption of the paper is very poor, ink can not penetrate into the paper, ink floating on the surface of the paper, as long as rubbing the paper,the ink would fall off.Improvement : Do not try to add printing pressure and plate pressure, be sure to working on the ink, add resin content and penetrant into ink, which is more effective than others.Conclusion: There are more than these aspects to cause printing blank and more ways to solve the problems. The above four are the most common phenomenon in the production process. Of course, such as the soft and hard of printing plate and cardboard etc. will also cause printing blank .
1374 views0 0
How to accurately adjust printing gap?
We all know that once the paper feeding gap adjustment is not appropriate, it will lead to a variety of quality problems, too much pressure will crush cardboard, too all will cause printing askew. So how to accurately adjust the printing gap? Why the paper feeding roll fail to feed paper after the feeding gap is adjusted to the minimum?1. Here is a case: the scale value is 0 but the paper can't be transferredThere is a corrugated manufacturer, who is specialized in producing flute B cardboard. Once, when flute E corrugated box was made, the operator had adjusted the feeding gap to the standard position of 1.5 mm, but the paper was still unable to feeding. Later, considering lack pressure, the operator adjusted the feeding gap scale, but until the value shown 0, the paper was still unable to transfer, why was that?After that, the engineer opened the equipment, surprisingly found that the paper feeding roll bearing had accumulated a lot of paper dust, paper scraps, though the scale displayed 0, the feeding roll did not mesh properly.2.One misunderstanding: the data shown in the scale = feeding gapMany people rely heavily on the scale data when making printing gap adjustments. It is considered that the data shown in the scale is the printing pressure. However, in actual production, the gap value shown on the scale is not necessarily the actual value of the feeding gap. Why is that? When the paper feeding roll bearing is stuck by paper scraps, oil, etc., it will cause the eccentric wheel to slip, thus resulting in the failure of adjustment of paper feeding gap.1).The standard operation in adjusting the feeding gap is divided into two steps● To test the thickness of the cardboard, the vernier caliper is generally used●To determine the feeding gap adjustment value according to the thickness of the cardboard, and cardboard thickness with different flute is not the same, cardboard thickness -0.3 mm= feeding gap2).Read scale The feeding gap adjustment roll is from 0-13, that is, the feeding gap is 0-13 mm. The larger the gap value is, the lower the pressure will be. When the value is displayed 0, it means that the feeding roll is in the mesh state with the maximum pressure.3.Three steps to ensure the accuracy of gap adjustment1).Regularly tighten the screw of feeding gap adjustment scale, ensure the scale adjustment accuracy. 2).Regularly correct feeding gap to ensure feeding accuracy. Feeler gauge is generally used, Feeler gauge thickness = gap thicknessSpecific adjustment method: first,the feeler gauge into two feeding rolls, and adjust it until the feeding rolls completely clamp the feeler gauge, and check whether the scale data is consistent with the thickness of the feeler gauge. If not, further adjustment is required. 3).Clean and maintain the equipment regularly to avoid oil stains and paper scraps sticking to the feeding roll bearing.
1387 views0 0

How to achieve full page printing without having printing blank?
When printing in full page, most of the enterprises use die-cutting production, to ensure the quality of printing, it needs to increase a certain area (such as increase 20 mm) around the circle of original carton, in order to ensure the carton will not have printing blank. The increase of 20 mm is the full page trimming loss, which will increase the area of the cardboard. For example, if 100,000 cartons are being made, the length of the carton is 100,000 * 0.002 m =20 m, and the width is 20 m. Then if to make 100,000 cartons, then the extra 20 m *20 m =4000㎡ is used, The calculation is based on $0.43 /㎡, so $1,715 will be wasted. It wasn’t a deal!The reason to use die-cutting production, simply because there is no way to ensure the edge printing of cardboard will not appear unprinted patches. In terms of production,the process and personnel input increased, but efficiency reduced, the cost of die-cutting board production and die-cutting trimming size increased, the overall cost is higher than 5%. But in fact, if we use a different way, that is, to increase inking amount, then the die cutting production will be passed, it is twice the result with half the effort! How to ensure the printing without printing blank, here are the following simple analysis:1. About cardboardTo ensure the edge of corrugated board is ooth, the edge should not be warping, if warping, it is to consider the direction of the paper, reverse printing is not allowed, otherwise,the edge of the cardboard will appear printing blank.2. About inkThe color concentration of red ink must keep high, that is, high concentration, low viscosity. If the concentration is not high, the probability of printing blank is very big, to avoid this, you must increase the printing pressure, but increasing printing pressure will lead to cardboard crushing. So we must ensure the quality of ink, this is a key point.3. About printing platePrinting plate needs to be improved. First, printing plate hardness should be controlled at 34 degrees, if the plate hardness is too high, the printing plate transfer ink ability will be weakened, which is necessarily caused printing blank. Secondly, tape on the edge of the upper and lower flap of cartons which is in the back of the plate, increase the pressure of cardboard edge printing.4. About pressureMeasure the thickness of cardboard before production, and adjust the gap between paper feeding roll and front baffle according to the actual thickness of cardboard. Paper feeding roll gap is very critical, it must not be too heavy, if the pressure is too much, the cardboard will be crushed, any subsequent pressure will have to be increased. At the same time, the edge of cardboard is also easy to turn up, resulting in printing blank, so it is important to adjust the feeding gap.Although not all full page printing can be done without trimming, die cutting, some products can be improved through the production process to achieve production without trimming, so as to reduce production losses, and improve the production capacity.
1383 views0 0

10 Problems to notice in graphic design and plate making
In carton factory, the corrugated carton printing problems caused by unreasonable graphic design and flexographic production often appear, which seriously affect the pattern and printing effect of the carton. Now we will look at the problems in graphic design and flexographic production.1. Avoid full-page printing When designing corrugated carton, we should first avoid full-page printing in water borne flexographic printing press. When designing corrugated carton with full page, because pressing roller touches corrugated board, pressure between the plate and pressure roller will cause huge damage to the compressive strength of corrugated cardboard, and the infiltration to paper by a large area of ink will also reduce the compressive strength of the cartons. The physical performance of corrugated carton after the full-page printing will lower about 30%. Therefore, designing graphics and text should be as simple as possible, and try to avoid printing graphics and text everywhere on the corrugated carton, not to mention full page printing. If some cartons need full page printing, color group can not be too much, and the printing pressure in the premise of ensuring the printing effect should be as all as possible. Large quantities of cartons should choose other printing process. The application of corrugated carton pre-printing technology in domestic corrugated carton industry is an ideal solution to full-page printing, and it can achieve multi-color accurate overlap.2. Reduce the number of overlap The more the number of overlap, the more decreased the carton compressive strength, so the overlap should be reduced as much as possible. In particular, all patterns of accurate overlap, because the water borne ink on the surface of the corrugated carton will seriously affect the effect of overlap edge, especially when the offset carton products for water borne flexible printing, overlap color should be changed according to water borne flexible printing process. The pursuit of green packaging and saving packaging is actively advocated by many international enterprises. Simple, lively and creative pattern design can not only express the information of packaging products, but also save packaging resources and reduce production costs. Therefore, in many corrugated carton packaging, reducing the number of overlap is conducive to improve physical performance of corrugated carton packaging. On the other hand, too much overlap will lead a poor color reduction effect on corrugated carton, the cost for overlap is also very high.3. Avoid all font printingFlexible resin plate for all text is no problem, but corrugated carton from the effect of publicity should try to avoid all characters. For example, the text below 50px can hardly be seen at a distance of more than 5 meters, thus losing the significance of promoting the products. Printing times of the Plate with all font will be greatly reduced, printing operation is difficult to deal with. Printing pressure is light, text is shallow, if increase the printing pressure, on the one hand, it will lead to dot deformation, text and lines appear obvious "edge effect", on the other hand, corrugated structure will be damaged to reduce the strength of the carton. Therefore, all font printing should be avoided for carton graphic design .4. Avoid ribbon printing (i.e. the same with mechanical direction of corrugated board)There are horizontal gradient lines on the patterns of some cartons. When printing, carton in this area is very easy to break because the stress is concentrated. The printing pressure will crush the flute, so the ribbon printing should be avoided.5. Use ink with strong saturation and coloring For some carton samples with bright colors, the ink color should be eye-catching. Because the color of corrugated board itself is quite dark, we should try to choose color saturation, strong coloring ink (such as bright red), otherwise, printed color and expected color will have a big difference. It is not realistic to assume that the color on the proofs will be the same as what you see on the monitor, or as the samples printed by the inkjet machine.6. Relax pressure of flexo on corrugated cardboardA design with a all gradient dot pattern should consider a high printing plate screen lines . In the flexo dot design, the factors of printing press precision should be considered, the pressure range of flexo on corrugated board should be relaxed, and the ratio between the screen lines of printing plate and the lines of anilox roller should be reasonably selected.7. Reasonable design of opening typeThe position of the hand hole on the carton should be designed in the middle as far as possible, and reasonable opening shape should be considered in the design.8. Avoid large differences in printing patterns on the same pageCarton layout design should avoid large areas of the field and dot printing on the same layout.9. To consider elastic deformation of flexible plateBecause the flexible plate is elastic, after installed on the plate roller, the plate will be bending along the circumference of the roller, yet almost not bending along the roller axis. This deformation will cause the size of the printed text to change. For those high-end printings, you must take measures to compensate, the best way is to change the size of print film. If there is a round pattern on the manuscript, it can be photographed by using a deformed mirror with the calculated compensation factor. The compensation factor is the reduction factor of the print film, that is, the percentage of the size of the print film should be reduced in the direction of printing.10.Make sure the sample is consistentThe sample should be kept the same in graphic and text design output, to avoid the output difference of different printers, which makes it difficult to test and judge.
1938 views0 0

Attention! Problems to Prevent during Corrugated Carton Printing.
Problems that need to be reminded during corrugated carton printing are as follows:1. Ink Color Should be Eye-Catching Because the color of corrugated board itself is quite dark, when choosing the ink colors, those who have strong saturation and coloring power (such as bright red) should be given priority. Or there will be quite different between the chosen color and the desired color. 2 .Avoid Printing Small Words As corrugated carton printing, from the effect of publicity products, font size should be well selected. Words less than 2cm in size are almost invisible at a distance of more than 5m, thus losing the significance in promoting products. 3 .Avoid Full Plate Printing When printing in full plate or surrounding, in addition to pressing roller on corrugated board has the effect of pressure, the ink has a drench effect on the surface of the paper, which will reduce the compressive strength of corrugated carton. Therefore, the graphics and texts on corrugated cardboard should be as simple as possible, and try to avoid printing on the entire surface of the box, nor full plate printing color. 4 .Avoid Ribbon Printing (Along the direction of corrugated board mechanical)Some decoration designers due to the lack of knowledge of printing process, the carton printing patterns designed have some horizontal gradient lines. When printing, the printing pressure crushes the flute. Stress concentration will occur in this area of the carton and it will be easily broken. 5 .Minimize the Printing Pressure In order to ensure the quality of carton printing, and reduce the impact of corrugated carton strength, printing pressure should be minimized, the ink should be selected as fast drying oil ink.Secondly, the printing surface and horizontal scored line should be maintainedat a distance of more than 15mm. 6 . Keep Ink Viscosity Stable Ink viscosity is the main index that needs to be controlled in corrugated board printing. Due to the ink solvent volatile in the printing process, the base viscosity will rise, in order to maintain the stability of ink viscosity, ink stabilizer should be added at every half an hour to one hour , the amount should be 1% to 2%. 7 . Keep the Feeding Performance Stable In addition to keep printing press running speed stable, manual feeding point needs to be fixed. For the bad flatness of the cardboard, it should be properly handled, such as reflexed the cardboard along horizontal pressure line side (or both sides), with hand pressure etc.to keep paper guide clearance consistent. These are important link that related to the stable operation of cardboard, but also an important method to prevent "plate dislocation". 8 . To Keep ink transfer steady Has to keep printing speed balanced and stable. Because the printing speed is related to the ink transfer, it must be operated at an average speed, neither fast nor slow. Also keep feeding paper one by one, avoiding skip feeding. Only in this way can the ink printing press keep a stable ink transfer, which is important to maintain the color stability of ink printing.9 . Minimize the Number of Overprinting The more overprinting, the more serious that corrugated carton compression strength decreased.
1594 views0 0

Discussion on Flexo Printing Technology of Corrugated Board
With the development of social economy and the improvement of national living standard, people paymore attention to the perfection of commodity packaging. Corrugated carton packaging with its unique in the whole goods packaging industry accounts for a growing proportion, andthe key technology of corrugated carton is ink printing. Thisarticle will discusshow to improve the quality of ink printing by improving the equipment. 1、 The Treatment ofPrinting“unprinted patches” Unprinted patches in the corrugated carton production is the most common problem that is difficult to be eliminated, the reasons are:(1) poor ink absorption performance ;(2) printing plate dirty;(3) scraps of paper, dust on the cardboard.The conservative way to deal with these problems is to change the box manually or increase the frequency of manual erasing. These methods will play an objective role to some extent, however, the improvement effect after the box changed is not obvious, and easy to cause efficiency decline; Erasing can also cause water, electricity, artificial waste.In the process of equipment installation, maintenance and management, through long-term observation and analysis, the author believes that the key to solve the problem of printing unprinted patches lies in dust removal, and the main source of dust is generated by single-blade paper separation. Based on this situation, two years ago, the author has respectively installed electrostatic suction dust absorption device after the computer crosscutting knife and printing machine feeding .Use a hair dryer in front of the computer crosscutting knife, to blow out the paper scraps hidden in pits when the single blade cutter is divided into paper, and then use the electrostatic air suction and dust absorption device to suck away the paper scraps at the paper receiving frame after the computer crosscutting knife. At the gap between the feed apron and the feed wheel in the feed section of the printing machine, electrostatic dust is used to absorb the dust on the board, so as to keep the printing surface clean and dust-free. In this way, when the product enters the printing roller, there is no obstacle to ink loading and ink absorption is even.After such improvement, the printing effect of the product has been greatly improved, and the phenomenon of unprinted patches caused by dust has been fundamentally overcome. 2、 TheTreatment ofOverprintingLocationMoving Now commodity packaging pays more attention to the artistic quality and three-dimensional sense of patterns, so that consumers can feel the perfection of commodities purchased from the outer packaging. To achieve this purpose, multi-colored printing must be adopted in packaging printing, that is, multi-colored overprinting.In the overprinting process, often appearsoverlapping betweenthelattercolor and theformercolor or position dislocation, resulting in printing patterns can not reflect the product packaging design effect, or even widely divergent, completely destroyed the image of the product. In view of this special problem, our factory after a period of in-depth investigationand research on the spot , from electronic control reaction speed to mechanical tolerance accuracy, carried outadetailed calculation, improvedthe existing equipment,andset up relevant equipment maintenance measures.(1) . Improve thePrecision of PrintingDrumPhasePositioningThe phase positioning of the printing drum is controlled by encoder and counter. If the accuracy of counter is too low, the position of encoder will be inaccurate. When printing, the position will be dislocated, generally, counter reaction speed is 3K, but the positioning error is plus or minus 1mm. After discussion with Taiwan electronic control company, 5K counter was produced, which reduced the positioning error of printing drum to + / - 0.4mm.(2).RegularlyLubricate andInspect theTranissionMachineryIn the process of paper feeding, if the tranission machinery can not maintain a good and ooth operation, each time the position of the cardboard will change, resulting in printing and overprinting dislocation. Therefore, it is very important to maintain and test the equipment correctly. We have developed a daily pre-startup test running checklist, which includes lubrication maintenance, and the wear limit of the paper feeding wheel, paper feeding ring , those unqualified must turn over grinding, change the feeding roll or replacement, so as to overcome the dislocation, oblique position and other phenomena of cardboard in the process of transport.(3) . AdoptSuctionFeedingSystemThe traditional printing machine uses the upper printing, which can only use the paper wheel to transfer the cardboard, but the new printing machine uses advanced technology of the lower printing, the upper suction to transfer cardboard. Suction feeding paper uses wind power to adsorb the cardboard on the tranission wheel, its suction is even, not dislocation, and oblique position, and it will suck the curved board to flat, enabling an accurate target on printing, making ink more even and flat. 3、TheProblem of Ink Feeding In addition to paper and offset problems, there is also the technical problem of the ink roller.The inking rollers are all anilox rollers. In high-standard carton printing, anilox rollers used above 250lpi, its mesh holes are most likely to be blocked by ink residue, resulting in uneven inking, insufficient ink quantity and shallow ink. The traditional method is to use water to clean the ink roller, but no matter water scrubbing the ink roller or detergent scrubbing method, the effect is not ideal. A new ink roller used less than a month, the effect is not as good as before.After a long period of trial , we find that the following methods can effectively solve the problem of poor ink printing:(1) . Add filter net in the ink bucket to prevent ink particles from entering the ink roller.(2) . Regular (generally half a month) use anilox deep cleaning agent, cycle cleaning.(3) .Wash the ink roller with dripping water in circulation every day after work, and dialyze the mesh hole of the ink roller with 60-100 times magnifying glass. No ink residue is allowed. If part of residual ink exists, immediately scrub it with deep cleaning agent.Through the above methods, the ink effect on the ink roller can always maintain good. The above printing technical problems are crucial to the quality of carton products in actual production. Through the understanding and improvement of equipment, as well as good maintenance, we can produce products that satisfy customers and improve the comprehensive benefits of the enterprise.
1594 views0 0

Analyze the whole process of Flexo post-Sheet printing in details
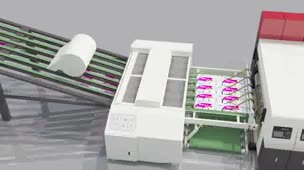
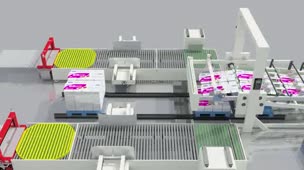
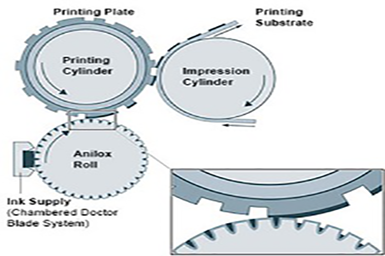
Flexo post-sheet printing is the most common process in which the combined corrugated board is printed directly. It is typically used in the flexo-folder-gluer which is a corrugated boxmaking machine. The machine has the capability of one-pass multi-color flexographic printing,scoring, slotting, die-cutting, folding and gluing the manufacturer’s joint. Corrugated blanks that have been scored in the cross flute direction in the “sheet plant” are loaded on the feeding side of the machine. A printed, folded and joint glued box comes out on the delivery side of the machine.The unique thing about the flexography printing process is that it can print directly on the corrugated board. Digital printing is the only other process which can print directly on corrugated board. Flexography is simple, fast and economical.Flexographic printing produces a lower quality image compared to lithographic anddigital printing. Among all the processes, flexography post-sheet printing has the lowest quality(Barnes 2011). Flexographic printing has lower resolution than litho process. The printing resolution for flexography is about 48 lines/cm (120 lpi) using conventional production methods, as compared to 60-120 lines/cm (150 up to 300 lpi) for the litho process (Kipphan 2001). The corrugated board has an uneven surface due to the flutes which makes the board surface difficult to print and results in a “washboard effect”. Furthermore, the brown color of kraft paper does not reflect colors well as white paper does and cannot offer vivid color, and pressure at the nip weakens the board by crushing the flutes of the board.Research conducted at Rochester Institute of technology confirmed the reduction in compression strength of a corrugated box printed with flexo post-print process. A reduction in compression strength from 2% to 24% was noticed in flexo post-printed boxes when compared to flexo pre-printed boxes printed with different combination of thick and thin plates and one color and three colors printed. 24% reduction in compression strength was noticed after testing 15 corrugated boxes printed in three colors with a thick printing plate. According to the research, flexographic printing plates can be classified as thick plates and thin plates. Plates thicker and thinner than 0.250” are called thick plates and thin plates respectively. A 17% decrease in compression was noted between the boxes printed thick printing plates versus thin printing plate.A further 11% reduction in compression strength resulted between one color and three colors printing using a 0.250” thick plate (Sriratbunterng 1998).The flexographic printing process has a resilient relief printing plate made of rubber or photopolymer which enables printing on rough and wavy corrugated surfaces. Flexography was developed in order to print on uneven surfaces such as corrugated board using a rubber stamp mechani. The printing plate act as rubber stamp and accepts ink from an anilox roller and transfers it to the substrate by the pressure of the impression cylinder. Figure 1: Flexographic Printing Process As shown in Figure 1, the print station is the housing unit for impression cylinder,platecylinder, anilox roller and ink fountain. A flexo-folder-gluer can have any number of print stations for a multi-color printing job but most new machines have three to five color capabilities(Perkins 2000, Schnell 2000). The main parts of a print station are:1 Ink Supply System2 Anilox Roller3 Printing Plate and Cylinder4 Impression Cylinder..1 Ink Supply System Automatic ink supply systemThe ink supply system applies ink to the printing plate. Water based inks are used in this process which have a tendency of drying quickly, so a continuous supply of ink is maintained to the anilox roller. Ink is supplied in pails which act as a reservoir of the ink. A pump assembly is used to transfer ink from the pail to the ink pan. The ink pan holds a all quantity of a continuous supply of ink. A part of anilox roller submersed in the ink pan and picks up the ink from there. A doctor blade wipes off the extra ink picked by the anilox roller and makes an even layer of ink on the anilox roller.Controlling the viscosity of the ink is very critical for the printing process. Naturally, ink viscosity increases during normal operation. The cost of printing can go up if high viscosity inks are used on the press. Water is added to balance the viscosity of the ink. Water caused the ink pH to go down, so a proper mixture of water and amines are used to adjust the ink viscosity and pH.2 Anilox Roller The anilox roller is the most important part in the inking system. It controls the inkmetering process and supplies an even film thickness to the plate cylinder. It is made of steel and is chrome plated or ceramic coated to improve the life and performance of the roll. For more stiffness and lighter weight, carbon fiber anilox rolls are also used. These rollers are about 40%- 60% lighter in weight compared to conventional steel rollers (Perkins 2000, Schnell 2000). Anilox rollers have tiny engraved cells on its entire surface along the length of the roll.These cells are so all that generally they cannot be seen with the naked eye and even cannot be felt by sliding one’s hand on the surface of the roll. These tiny cells carry ink from the ink pan to the plate cylinder.In order to change the color on an ink station or to halt the machine for a longer period of time, the ink station has to be cleaned. Water based inks has the tendency to dry very quickly on the anilox roller. Dried ink is hard to clean and increases the set-up and change-over time. After every run of the machine, immediately, a flexo cleaner is circulated through the inking system. The cleaner is a mixture of mild detergent and warm water having a temperature range of 100 – 140 ?F (Perkins 2000, Schnell 2000).3 Printing Plate and CylinderThe printing cylinder is made of steel and holds the rubber printing plate. It serves as a host to the printing plate to facilitate the ink transfer from the printing plate to the substrate. Printing plates are made of rubber or photopolymer. Rubber plates are made by curing natural or synthetic rubber in a mold. Whereas commonly used photopolymers plates are made up of a light sensitive material. The image is developed by exposing the plate to ultra violet light through a photographic negative. When light hits the photopolymer plate, the image area is hardened and the non-image areas remain soft and dissolve out in a developing solution. The image areas remain in the relief form and hence only image areas accept the ink and transfer it to the substrate.Another method of making a flexo printing plate is by laser engraving. A computercontrolled laser engraves the image on the plate. These plates offer unmatched qualitycomparable to the gravure printing process but because of its high cost of production, they are not common in use. (Perkins 2000, Schnell 2000)Once the printing plate is ready, it is mounted on the printing cylinder using differentmechani depending on the machine manufacturer. One common method involves using double sided tapes to mount printing plate to the printing cylinder. Once the printing station is ready, operator adjusts the slotting and scoring section of the machine. In order for the box to get its shape, the box blank has to be scored in both vertical and horizontal directions. Flexo-foldergluer is designed to score only in one direction. Scoring in other direction is done at corrugated blank manufacturing plant. Hence, flexo-folder-gluer receives blanks already scored in one direction. In the slotter/scorer section of the machine, blank is scored to create four body panels of the box, slotted to create top and bottom flaps and create the manufacturer joint to join the box to the fourth panel. Set up of the slotter/scorer section can me manual, semi-automatic and fully automatic. Multiple male and female scoring heads are mounted on two shafts of the flexo-folder gluer machine in the slotting/scoring section. As the blank passes through these shafts, the scoring head creates a crease or score on the blank. The profile of scoring head and the pressure between the male and female scoring heads defines the quality of the score. Immediately after scoring, blank passes through another pair of shafts loaded with male and female slotting heads. These heads trim the outside edges of the blank; create top and bottom flaps and a manufacturer joint.After all the printing, scoring and slotting action, blank enters into the folder gluersection. In this section, blank is folded to fasten manufacturer joint to box using glue application. Folding of the blank is done by adjustable folding rods and belts with steel rails. Adhesive is applied to secure manufacturer joint to the box. Adhesive application is either done by nozzles or a wheel glue applicator. At this point, the corrugated box is ready in a knock down position. The box moves further to the delivery section where multiple knocked down boxes are stacked up and strapped together to ship to the warehouse.4 Impression CylinderThe substrate is pressed between the impression and printing cylinder. The impressioncylinder provides counter-pressure to the printing cylinder necessary to transfer ink from the printing plate to the substrate. It is also made up of steel and rotates at the same speed as the printing cylinder
1906 views0 0

What’s the difference between offset and Carton High Graphic printing?
Help you to making right choice. Although both methods use wet ink and printing plates, these two printing processes are quite different. Technically, offset printing can refer to any printing technique that uses a printing plate to transfer an image to an intermediate carrier and then onto the printed substrate. Whereas flexo transfers ink from the plate directly to the substrate.Flexo and offset are both popular, but they perform their tasks differently. It is important to understand what roles they perform and have a clear understanding of both types of printing process. The type of press to use depends on the final product and quality required, as well as volumes and substrates.Difference 1: Plates As the name suggests, flexo printing utilises flexible plates for a rotary printing process. The plates are made from a photopolymer compound and are flexible enough to be wrapped around a printing cylinder. The relief image on the plate is fixed via a laser image-setter and the polymer in the ‘non-print’ areas is washed away in a processing unit, where it is dissolved into a solvent or water solution. Ink is transferred from the ink well via a rotating ‘anilox’ roller onto the flexo plate. A separate printing station & flexo plate is required for each colour to be printed. The image is then printed directly onto the substrate. The printing plates are quite durable and if stored correctly, can be re-used several times, before they eventually need to be replaced. For offset printing, again as the name suggests, ink is transferred (offset) via a series of rollers onto the printing plate. This can be either a flat-bed or rotary process – depending on the type of offset press. The plate is usually made of aluminium. The complete wet image (either single colour or multicolour) is then transferred onto a ‘blanket’ and in turn onto the substrate, before drying.Difference 2: Ink Offset printing usually consists of four ‘process’ colours; cyan, magenta, yellow and key (which is black). Each colour has a dedicated printing station. Any spot colours are made from a combination of the process colours. Ink can be water based or UV curable. Although process colours are also used in the flexo process, additional print stations tend to be used for spot colours. Spot colours can be supplied pre-mixed, or can be mixed in-house, as required. Flexo inks can also be water-based or UV curable. Solvent based inks can also be used. UV inks enable higher running speeds and can be left in the press at the end of the day, without the need to empty & clean each print station. Water based inks need to be removed from the press, when it is not in use – to prevent ink from drying on the rollers & in the ink trays.Difference 3: Types Of Materials To Print On Offset printing machines can print on materials such as; paper, metal, cardboard, cellophane and vinyl. The printing surface must be flat and ooth. It is excellent for printing newspapers, books, magazines, stationery, posters, brochures and so on. Generally, to print onto both sides of the substrate will require a second pass. Similarly, any die-cutting, slitting, folding, creasing, laminating, etc is done as a secondary, off-line process.Flexography is used on both absorbent and materials, for example, cellophane, foil, cardboard, fabric, plastic, metal etc. It is mostly used for packaging; envelopes, retail bags, wallpaper, paper, newspapers, sweet wrappers, labelstock and so on. The main difference with both processes is that offset printing is only done on flat surface while Flexographic printing can be used on almost any substrate with a flexible surface. Flexo printing can achieve high speed production and many presses have multiple converting options integrated into the press, enabling a single pass operation.Making The Right Choice Both Flexographic and offset machines have their advantages. Flexography is excellent for high speed production and overall quality. It is great in efficiency in many ways and is generally appropriate for most large-scale printing tasks. In the label printing sector, most businesses prefer flexographic printing because of its adaptability and economy of scale. When looking for a printing solution, look for one with the future in mind, and invest in the printing technology of the future. One current trend for flexo is for it to be combined with digital printing technology to produce powerful hybrid solutions that outperform most traditional offset presses.Flexography beats offset printing in many circumstances because of its flexibility & productivity benefits. A flexographic press is a sound, long term investment and is adaptable enough to accommodate and integrate a wide range of in-line processes, including new digital technology.--If there is Copyright Dispute about the content, please Contact us to Delete.
1636 views0 0

How to plan corrugated carton production factory-Carton Box Production
Outline of Manufacturing Process and Materials Utilized The manufacture of corrugated packaging can be roughly classified into two processes: the containerboard combining process, which glues one or more sheets of fluted corrugating medium to one or more flat facings of liner board; and the box manufacturing process, which is used to assemble the corrugated sheets into boxes. Figure 1 depicts the typical manufacturing process flow and the auxiliary facilities that are used at a corrugated packaging plant. Figure 1 Overview of Manufacturing Process Flow for Corrugated Packaging 1. Printing Inks Printing for corrugated packaging has evolved from the use of oil-based inks to quick drying inks and now to flexo inks, which are most common. Theuse of oil-based inks has almost completely ceased and even quick drying inks are now utilized only occasionally. The special characteristics of each type of ink are shown in Table 2. Table 2 Characteristics of Printing Inks Used for Corrugated Packaging 1.Printing Process – Printer Slotter The printer slotter performs printing, scoring and slotting. There are two types of printer slotter: one type that utilizes flexo inks and another type that utilizes quick drying inks. 2. Printing and Forming Processes – Flexo Folder Gluer The flexo folder gluer first performs printing onto the surface of box blanksthat have been scored lengthwise. Next, the machine performs slotting andwidthwise scoring, finally gluing the manufacturer’s joints together to formboxes. 3. Punching Process- Die Cutter The die cutter utilizes cutting dies to punch out specific shapes from printedbox blanks. Rotary die cutters and platen die cutters are most commonlyutilized, however, die cutters are also used in combination with flexoprinting machines. 4. Joint AdhesivesFigure 4 depicts the methods used to glue the joint when manufacturing the most common type of general-purpose corrugated box, as shown in Figure 3(type 02 – refer to JIS Z 1507). Currently, of the methods shown below, An extremely efficient gluing method (glue joint method) employing high strength adhesive is most widely utilized.The machines that are used to form boxes with this glue joint method are called “folder gluers”. Folder gluer machines generally utilize vinyl acetate emulsion adhesives, in particular, those adhesives containing di-n-butyl-phthalate and xylene (or toluene), in order to improve heat resistance, cold resistance and drying speed. However, new adhesives have recently been introduced to the market, which contain significantly reduced amounts of di-n-butyl-phthalate in order to meet the standards prescribed under the PRTR Law. Therefore, it is expected that, in the near future, the adhesives used shall make the transition to substances that no longer employ Class I Designated Chemical Substances. Figure 3 Forming of a Corrugated Box Figure 4 Method of Forming of a Corrugated Box --If there is Copyright Dispute about the content, please Contact us to Delete.
2020 views0 0

Oscar Zhang
Sales Manager
Industry experience:4 Year
language:Chinese,English
Responsible area:
Contact