



No. 138 Xiaoweng Road, Fengxian District, Shanghai, China

Algeria

Egypt

Pakistan

Russia

Pilipines

Kazakhstan

Kyrgyzstan

Kenya

Bangladesh

Mexico

South Africa

Nigeria

Saudi Arabia

Saudi Arabia

Sri Lanka

Thailand

Uzbekistan

Hungary

Iran

India

Indonesia

Vietnam

China
TIANHAO

1322 views0 0
2021/07/22
2021 China International Corrugated Exhibition Perfect Curtain Call, and Jingyinze Machinery Returns With Honor!
1391 views0 0
2021/05/18
[Sales Tiejun Special Training Camp] consummation

1442 views0 0
2020/10/20
24th International Exhibition for the Packaging Industry

1653 views0 0
2020/10/20
Shanghai Jingyinze Packing Machinery Co.,Ltd Showcased in 2019 Shanghai Sino Corrugated Exhibition

1458 views0 0
2020/10/20
2020 South China International Corrugated Exhibition JYZ Draws To a Successful Conclusion

1412 views0 0
2020/10/20
2019 International corrugated Exhibition in India,Show up---- JYZ
Elements to consider when purchasing pre-heaters
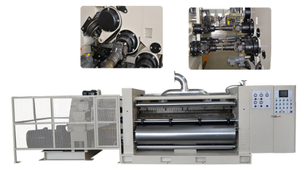
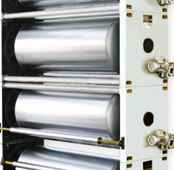
When in the production of corrugated board, first of all, place the base paper in the size of cylinder on the non-shaft frame, and gradually unrolled under the tension control , the paper web goes into the corrugated machine through preheater, and produce flute to glue with inner linerboard, forming a single-side corrugated board;Secondly, the single-sided cardboard is transported to the gluing machine for applying, and gluing with linerboard, and then sent to the dryer;Finally, cardboard of various of specifications according to the requirements of scoring, longitudinal cutting, crosscut are exported through stacking output and corrugated board production completed. The preheater is mainly composed of drying cylinder, paper guide roller, angle adjustment roller and steam system (rotary joint, siphon, etc.), electrical control system.In the production process of corrugated board, the role of preheater is to provide heat to the paper web, through preheating paper web, so that the water content of the paper to meet the corresponding requirements, to facilitate corrugated forming,and energy saving.A preheater is usually heated by saturated steam.The surface temperature of the dryer is generally about 160 degrees (if it is high-speed tile line, the surface temperature of the dryer to achieve 180 degrees), the preheater work mainly by adjusting the paper web on the dryer package angle, in order to change the contact area, to adjust the water content and temperature of the paper. If the paper web is not preheated, the following problems may occur:1. Paper web is too wet.Water will affect the paper fiber absorption adhesive, resulting in the process of paperboard degumming cracking.2. The paper is too dry.Paper fiber will absorb a lot of water adhesive, adhesive can not be very good penetration and stay in the paper surface, adhesive part is all and shallow, easy to cause poor adhesion.3. Uneven water content of paper.One layer of paper moisture is high, while another layer of paper moisture is low, resulting in corrugated board warping.When purchasing equipment, the following five aspects should be considered for preheater:1). Angle range (200-270 degrees), the preheater should be able to adjust the maximum angle;2).What kind of angle control system being used to effectively control paper temperature;3). What kind of steam control system is adopted to save energy;4). Whether it is able to control tension;5). Whether it has the humidification capacity of the preprocessor. --If there is any Copyright Dispute, please Contact us to Delete.
1496 views0 0

The Correct Method of Single facer Machine Maintenance
Matters on Single Facer Daily Maintenance The degree of maintenance of paperboard production equipment affects the level of equipment downtime.The reason is simple: the more downtime, the longer the downtime, and the lower the productivity. Many enterprises can stop the cardboard line for about 1 hour a day, if the work is 10 hours, then only 9 hours in production, equivalent to the effective production time of only 90%.Good enterprises can achieve 98% effective time, the number of downtime is only 1-2, downtime is also a single digit.Single machine is the key single machine of the entire corrugated board production line, its maintenance other than the impact of production efficiency, also directly affect the quality of corrugated board produced. Now let’s focus on daily maintenance of the single side machine. 1. Before the formal every day production, it should be refueling first, especially corrugated roller and pressure roller supporting shaft. Check if any foreign matters on the corrugated roller if any, clean up in time.2. Steam in, open the bypass valve, release condensed water, close the bypass valve after 1-2 minutes. If the bypass valve has been opened the day before, close the bypass valve before venting.3. The machine began to preheat, corrugated roll fueling with N32 oil, start the air compressor, pressure 0.2mpa or so mechanical start empty operation.Note that pressure roller is not allowed to pressurize. When the temperature reaches a certain requirement, feeding glue, open the suction motor, start to feeding paper.4. After the two sides of the paper feeded, sent them to the glue plate, making it with glue, press on the roller pressure, began to work normally. In normal operation, if the downtime is long, the glue plate exits the machine, the upper cots run empty, the downtime of corrugated rollers is long, due to heating, will produce bending deformation.5. After work, start cleaning the machine. No. N32 machine oil on corrugated roll is running empty, the adsorption fan is stopped, the rubber plate, applying roll, rubber roller must be cleaned, pay attention to the cold water must not be sprayed on the corrugated roll, prevent the corrugated roll deformation 6. The suction hood shall be cleaned once every half a month, the upper cover of the suction hood shall be opened, and all foreign matters shall be cleaned.Pay attention to observe the air compressor water should be released in time.7. The air compressor needs to be observed every day to see if there is oil, if not, to timely refueling, regular replacement of oil.8. Corrugated roll after a period of time will be wore, especially when often using narrow width paper, the middle wear is more severe, and then use wide width paper, the middle foaming, at this point with grinding sand on both ends of the mill. If seriously wore, height does not meet the requirements, it is necessary to re-repair the corrugated roller, or replace a new corrugated roller.9. Frequently check the top of folder gluer that if the bolts on the conveyor frame are loose, do not fall on the corrugated roller, in order to avoid crushing corrugated.10. The applying roller should be often checked whether with glue, if with glue, then need to adjust the applying board.11. Often observe whether the cylinder movement is flexible, reliable, if it can ensure the pressure, or to carry out maintenance.12. The use of narrow paper, glue baffle plate to move to the middle, and the width of the paper, and observe whether there is glue on the pressure roller, there must be timely clearance. Machine should be stopped no matter any part being adjusted, to prevent accidents of people or equipment.13. The main corrugated roller suction groove should be cleaned up every quarter, preventing foreign matters from affecting the adsorption effect. Machine should be stopped when cleaning up,to prevent any accident.14. The lubricating oil in the gearbox should be filtered once a year and supplemented to reach the middle of the oil standard.15. Low main corrugated roller, pressure roller, spinning and preheat roll adopts high temperature (above 200 ℃) grease lubrication, check with oil once a week.16. check the paralleli of main and deputy corrugated roll, pressure roll, cots, squeegee roller once a week, using "carbon paper method" and "lead wire method".Paralleli is generally 0.03 mm, if not parallel to adjust in time.17. The main and deputy corrugated roll, pressure roll, preheating roll temperature is normal once a week, if the temperature difference is large between the upper and lower, the siphon may be damaged, should be replaced in time.
1454 views0 0

Basic operation of Single Facer machine
The inspection and operation of the single facer is divided into the two different post responsibilities including captain and the deputy , the captain mainlythe boot, check the operators, machine, ring, and then the test run; The deputy is mainly to prepare materials, understand orders, check paper and glue; Finally loading paper, threading paper, and start cardboard production process.1. Responsibilities of the Captain1.) Starting upStarting up includes: turn on the power supply and glue pump, let the glue into the single facer; Open vacuum pressure, whether positive or negative pressure, corrugated paper should be adsorbed on the corrugated roller;Turn on steam pressure to allow steam to pass through and warm up.2).Check up OperatorsThe captain first needs to check whether the personnel's dress is in line with the company's requirements, whether to wear a work uniform, whether to wear a helmet, women having long hair should be tied, not to wear skirts, high heels, etc.; Secondly is to should check the mental state of personnel, cannot fatigue works; Thirdly is to check the knowledge and skills, whether the new staff training on the post, do not understand the safe operation.3). Equipment Appearance InspectionCheck the fastening degree of each fastener of the equipment.How's the cleaning going?In particular, is there any dirt on the roller? Are there any foreign matters?4). Equipment Pressure InspectionThe most important thing to check the equipment is to see if the pressure meets the production requirements.For example, vacuum pressure is generally 6-9kg/cm2, steam pressure is generally 8kg/cm2, oil pressure is generally 40-60kg, and suction pressure is generally 500-1000m3/h. 5).Equipment Temperature Inspection Equipment temperature inspection includes preheating cylinder, corrugated roller, pressure roller temperature inspection.These places are all steam, need to check the temperature whether in place.There are two ways to detect temperature, including infrared thermometer and contact thermometer, which is more accurate relatively.What temperature is required? Mainly on two parameters.First, the comparison of steam pressure with temperature.This comparison can be seen if any mal inside of corrugated roll , steam pressure is generally 0.5MPa, MPa divided by 9.8 is the number of kilograms.About 5 kg of steam temperature is about 158 ℃, 13 kg of steam temperature is about 190 ℃ or so, the two are compared.That is to say, at what vapor pressure, what temperature should be reached, and if not, there is water in the roll, or there is something wrong with the piping system.Comparison table of steam pressure: Second, as a single-sided machine, it needs temperature in order to make the paper to reach the appropriate temperature.So, the temperature check is more important to measure the temperature of the paper, even if the corrugated roller temperature can not be reached, as long as the speed of the slow down, the temperature of the paper can meet the requirements.Recommended temperature of the bottom paper is 85-95 ℃, the temperature of the corrugated paper in is 70-80 ℃, the temperature of a piece of paper produced on corrugated line is 90-100 ℃.This is a reference temperature obtained by experts after many tests. We need to know that all the temperature control is to control the temperature of the paper. 6).single facer Clearance Adjustment"Single-side clearance adjustment" will be introduced in the fourth section of this chapter, which will not be described here.7). Environmental InspectionThe captain also checks the leaking of the equipment;Whether the indicator light is normal; or if any abnormal sound etc.8). Machine Test RunThe captain must well inspect before starting up, forming good habits, and then start the machine test run.Take general traditional equipment as an example, when starting up, the main motor press the "enter" light and then press the "start" button, and then press the "speed up" button to preheat the machine at a constant speed, the speed is controlled at 10-20m/min for test run. 2. Responsibilities of the Deputy1).Prepared MaterialsFirst of all, we need to prepare tape, including high temperature double-sided tape, cow leather tape, double-sided tape.For example, high temperature double-sided adhesive is used to connect paper, because this adhesive will enter the high temperature corrugated machine inside, if not high temperature double-sided adhesive, the paper will be broken.Secondly, whether the paper cutter is well prepared, the paper cutter should be used when cutting paper, and the place where the paper is broken should be cut off.Thirdly, you should measure the width of the door when you are in production.Fourth, we need to mark after the paper is removed, so a marker pen is needed. 2). To Understand the OrderTo understand what is the next order according to the PCS, scheduling the orders to determine which one goes first, what kind of paper is needed, instruct the forklift operator to cross the paper first, and prepare the paper for the next order.All this coordinated work to be done by deputies. 3). Check the Base PaperFirst of all, check whether the original paper material is correct, whether the paper web and direction is correct, whether the original paper is stained.Secondly, to check the tightness of the base paper, the moisture content measurement under normal circumstances, in the paper "loose" in the area of the moisture removal is lower than in the "tight" area, the tightness of the base paper is not the same as the best not to use, if you must use, it is necessary to make appropriate adjustments in the preheating cylinder base paper tension position.4).Check the GlueGlue inspection is mainly to check the gelatinization temperature, glue viscosity, glue color.After the glue on the machine, need to observe the glue on the machine operation, check glue width, glue thickness, glue quantity is uniform. 3. Starting Production Process1). Matters while in the Process of Paper Loading:a . We should pay attention when operating the rocker arm of the base paper frame, the base paper chuck must be aligned with the base paper core, or the end of the original paper will be damaged, and difficult to feeding paper next time . b .We should pay attention in using automatic splicer, when we begin to threading paper, after paper pulled to the roller, to press out a straight line with the hand, so that the paper is easier to tear, press the line, affixed double-sided adhesive tape, the role of double-sided adhesive tape is to connect to another piece of paper while paper splicing.The two ends of the double-sided adhesive shall be torn into a 45-degree bevel angle, which is for the convenience of paper connection, so as not to stick the double-sided adhesive to the roller. c . After tear the double-sided adhesive, usea mirror to observe whether the paper is aligned, if not aligned with the paper,it will be connected to the dislocation. 2). Matters while in the Process of Paper Threading: The steps of paper threading: The Clamped base paper→Board Receiving wheel→rubber wheel→free wheel→ fixed guide wheel→free guide wheel→ regulating wheel. We should pay attention of the direction of paper threading, if installed wrong way, the free wheel will not move.Tear the end of the paper into a bevel angle before putting it through the paper, so that the back part of the paper can be put through. After the paper threading, having the inner linerboard or medium crossing the preheater, and then having corrugated paper crossing the preheater roller of a single corrugated machine, from the pressure roller and the lower corrugated roll out.After the paper on the bridge crossing the triple preheating cylinder, going into the laminating machine.3). Paperboard ProductionPaper finally formed a piece of cardboard after through the double-sided machine, hot plate, and then through the longitudinal cutting machine and crosscutting machine, Above is the operation and inspection of the whole single facer, and finally summarize the matters to pay attention to: (1) Cleaning, inspection before the boot of the equipment;(2) carefully check the processing of products and processes, raw materials and quality requirements;(3) the captain needs to start the motor running at low speed, to confirm whether there are abnormal phenomena;(4) execute the next action after each operation completed .
1717 views0 0