


Room 1205, Building 5, Xizi International Center, No.898 Xiuwen Road,Minhang District,Shanghai,China

China
Corrugator & Wet-End
Corrugator Dry-End
Corrugator Related Machine
Flexo Folder Gluer
Digital Printer
Scattered / Irregular / Large-Volume
Flatbed Die-Cutting
Strapping Machine
Conveyor System
Printing Related
Corrugator Related
Printing Related
General class
Base paper stripper

High-temperature double-sided adhesive tape

Water-based cleaning agent

A magic tool for removing nails from cardboard boxes

Ink and water filter

Blow-molded nine-legged tray

Wavy cotton paper double-sided tape


8 views0 0
2026/07/09
[Enterprise] Chibi Huaqing Paper Packaging: Running at Full Capacity to Fulfill Orders with Booming Production and Sales

5 views0 0
2026/07/08
[Enterprise] Merijia’s New High-End Intelligent Manufacturing Base Completed, Achieving Dual Upgrades in Production Capacity and Services

9 views0 0
2026/07/07
Smurfit Westrock Shuts Birmingham Mill: What 200,000 Tonnes of Lost UK Capacity Means for Corrugated Board Converters
15 views0 0
2026/07/06
Chongqing Zheyuan Packaging: Custom Exquisite Packaging for Characteristic Agricultural Products to Address Shortcomings in Supporting Processing for Special Agricultural Goods

28 views0 0
2026/07/03
[Corporate News] DONGFANG PRECISION High-End Printing Equipment Powers Intelligent Upgrading for Southeast Asian Clients

28 views0 0
2026/07/02
[Headline] Africa’s First DONGFANG PRECISION APSTAR HG2 924 IFP Bottom Printing, Waste Stripping & Stacking Linkage Line Officially Commissioned

30 views0 0
2026/07/01
[Paper Industry] Wuzhou Special Paper Successfully Started Up PM25 High-Grade Packaging Paper Production Line

41 views0 0
2026/06/30
[Headline] The 2.8-meter high-speed intelligent corrugated board production line from BW Papersystems (Marquip) was successfully commissioned at Anhui Jinshenjian.

32 views0 0
2026/06/29
[Enterprise] The enterprise will build a production line for new cultural touri packaging with an annual output of 6 million pieces, adding an annual output value of approximately 8 million yuan.

49 views0 0
2026/06/26
Top 10 Corrugated Board and Paper-Based Packaging Giants by Revenue: Who Controls the Global Market?

How to address poor gluing(Adhesion difference between drive side and operational side)
The eighth problem is the adhesion difference between work side and driving side.Imagine this is a cardboard, this is the flute direction, and this is flute.and this is the width direction.The so-called work side, which is the place where the operator is.While the driving side is on the opposite, where the electrical machine usually being placed.The both sides will produce adhesion difference, which means this side is in good bonding, while the other side is not. This is quite common in the actual operation.And how this phenomenon happened? In fact, it is mainly due to the lifting structure, which causes the pressure goes different on the both sides.The drying plate of the double facer includes a lifting structure.Earlier, we just had a closer look at the double facer and the pressure shoe, which is flat.It can be seen that this end and this end are linked by a pressure system.The pressure system on both ends may be varied, and that will cause poor adhesion.OK, let’s look at this picture. This is loading roll, which is pressing the board.In fact, the pressure at this end is different from the other side, which is why cause poor adhesion on both ends. That’s all for the chapter one, thanks for your watching!
1302 views0 0

How to address poor gluing(The edge of high bursting strength single wall deguling)
The seventh problem is usually being occurred in producing high bursting strength paper.That is ,when we are producing high bursting strength paper, it can be noticed that the paper edge is easily to decoating.Imagine this is a cardboard, and this is the flute direction, this is the flute. We can see that this edge is easy to decoating.In particular when producing high gram board, why it is happened?Because this edge is very easy to get overheated when passing drying unit. When we heat it in advance, the glue on this edge will be in gelatinization earlier.If gelatinization happens earlier, the glue will become solid before the papers get bonding, resulting in degluing.Therefore, board in high bursting strength needs to be adjusted during the production. The temperature should be adjusted when the bonding point of single wall is passing through the drying unit. And different glue formula should be used in this regard.How to understand using different glue formula? This is a single wall board.The first layer is the inner liner to be bonded with the flute. The second is the liner to be bonded with the flute. The heating absorption in these two papers is different.It can be seen that the bonding between inner liner and the flute is on the corrugating roll, which the heating transfer is very fast.While the heating on the liner and flute is in the drying unit, which is slow relatively.Therefore, this comparison is not obvious on low gram paper, but is quite clearly on high gram paper. It is necessary to differentiate the gelatinization temperature in liner and inner liner.In this regard, when the paper gets different heat, the paper can be firmly bonded.
1362 views0 0

How to address poor gluing(The middle layer of double wall degluing)
The six problem is the middle layer of double wall degluing.First, let me draw a diagram to show you this problem.This the hotplate belt.This is the first-ply, the second-ply, and this is the third-ply, and finally this is the double-wall board. Then how this problem happened?When the double wall passing through the hotplate belt, there are loading roller between the hotplate.Then why the middle layer degluing?Simply because the two loading rollers jump when the medium passing through the hotplate.When the loading roller jump, it will cause the medium second bonding.In this process, we will find that when this point having a second bonding, the glue residue of the first bonding is dried at this point.Therefore, it lost adhesive, that is , it is bonded without gluing the two papers.So basically, it is caused by loading roller jumping. But why the jumping occurred?Basically, it is the shaft bearing goes wrong, as long as we timely check this part, the problem can be solved naturally.
1235 views0 0

How to address poor gluing(Glue miss the point)
The fifth situation is that we will see the glue, but the gluing miss the point. In fact, the misalignment means that we let the glue form a secondary bond in the process, that is, the first time When the bonding has not cured and the glue has not yet played a role, we manually pull it apart and let it go for a second time. At this time, because of the two bonding, the previous part of the glue is actually It is cured. At this time, it will also have poor adhesion. Generally, it is caused by two cases. The first case is that much static electricity procuced during liner running in hot plate , resulting in large adsorption, and the corrugated paper follows the belt. The dragging went forward on the top, but the liner lay on the hot plate and dragged the corrugation. At this time, the corrugation and the liner would be misaligned under a frictional situation. Here I draw this picture and give take a look. In fact, our liner is generally below, our hot plate is generally at the bottom, and the steam goes up, while corrugated paper is generally here, of course, there will be a layer of lining on it. Take this single corrugation as an example. If there is a friction force between this liner and the hot plate due to static electricity, at this time there will be a pulling force on the corrugated cardboard under the belt conveyance in the forward direction, and at this time, the liner is out of force on the hot plate Then, the adhesion point will be displaced, and a secondary adhesion will be formed. Because the liner is adsorbed on the hot plate, but what causes the liner will be adsorbed on the hot plate. It will make a sheet of paper easily stick to the hot plate. Of course, the second type may also be the slip of the belt friction. For example, if we see that it slips, is it not enough to release the force? In the case of insufficient debonding force, can it also cause the dislocation of the intersection point, then in this case it will also cause secondary adhesion and dislocation decoating.In fact, there are some different solutions for these two types. For example, for the first type, the surface paper can be sprayed with some antistatic liquid when the hot plate generates a lot of static electricity. Stick some tape on it, because in fact, friction generates static electricity, which is related to the medium. In fact, this medium generates a single electric effect by a single action, which breaks the balance.The second is the slip problem, which can be solved by replacing a conveyor belt. Here are the two ways to figure out such problem.Now we can clearly see the hotplate absorption from the on-site picture instead of the diagram I was drawing.Now, let’s see the next one--canvas belt.In this regard, we can use tachometer to measure the synchronous speed to see if it the belt is slippery.
1343 views0 0

How to address poor gluing(Glue is presenting faint yellow mark)
The fourth situation is we will see that there us glue on the gum line,but glue is presenting faint yellow mark. What does it mean? Which means the glue viscosity is not enough and it has two causes. The first situation is glue will become thinner in the process of continuous circulation, which will cause a certain percentage of the content of the object to be low. The second situation is when you mix the glue, the content itself is too low. In this situation we need to increase the solid content of glue. What is the solid content of glue? Let me explain here. Our glue is starch and water mixed in proportion, n fact, the important role in the bonding is that starch is not water. High starch represents a high content of objects. Generally, the solid content is about 26. But many of us will decrease its solid content to save starch. In some cases it will cause decoating. So in fact, the solution to this situation is to improve the stability of the gum first. In other words, the entire pipeline can use some thermal insulation measures to keep its temperature from changing, so the viscosity is controlled within 3 seconds. Of course, if the solid content itself is low, then do we increase it slightly because the entire glue It also has a gelatinization during recycling.
1524 views0 0
How to address poor gluing(Glue is presenting golden yellow and crystal)
The third situation is glue presenting golden, it can be judged that our glue has crystallized, and the state of crystallized is excessive borax in glue. Actually it is easy to solve, we only need to adjust the amount of borax, and decoating can be solved.
1338 views0 0

How to address poor gluing(Glue is presenting white color)
We need to understand its principle. In fact, the most direct reaction of the glue being white is because of your gelatinization temperature. your glue gelates too quickly, before it gets on the cardboard, it is already dry. So, the first reason is that the temperature does not match the gelatinization temperature of the glue. For example, your speed is too fast or the steam pressure is too low you can’t reach the gelatinization process, and then go in, it will melt inside.The second reason is weather influence, for example the glue formula fails to be adjusted timely. This situation is obviously manifested in summer, because it is easy for us to dry immediately in summer, but in winter, the gelatinization temperature of our glue can't reach in half a day, so it is because these basic reasons will cause no gelatinization to enter again, and then become white.The third reason is the abnormal flow of our steam pipe valve and water drainage, which caused your insufficient heating, we did not gelate in time in the first step. So, our point is to form our own glue formula system to cope with different climatic conditions, as long as our temperature changes, we need to use different formulas to make glue.
1326 views0 0
Solutions for Corrugating Board Production Line Defects
Hello everyone, welcome to watch the CORRFACE video about the professional knowledge in corrugated industry. Today we mainly talk about the corrugator line defect solutions. Corrugator line is what we call the production line. In the the production line, we often encounter many defects, such as degluing and rippling. So now let us focus on the solutions for corrugator line defects through this video.First, let me introduce myself. I have 25 years of experience in corrugated industry. I used to focus on factory planning & production techniques in corrugated cardboard sector. Now I am a executive director in Hangzhou Packgroup. I served as co-president of Huayin, a well-known Chinese media platform, which engaged in the development of professional training in the Chinese market. Packgroup.net is a connectivity platform for packaging industry. Currently, it is importing and exporting of base paper and carton at home and aboard. Today through CORRFACE platform, we share with you our professional knowledge accumulated over the years in China's corrugated cardboard industry.From corrugator line defects, mainly focus on seven aspects:The first one is poor adhesion and its solutions.The second one is bad quality of liner and its solutions.The third one is poor bottom paper and its solutions.The fourth is inaccurate cardboard size and its solutions.The fifth is uneven cardboard, that is warping.The sixth is solutions for cardboard strength failure.The seventh is general solutions for production techniques.So our course is solved from seven parts.In this section, we describe how to address poor gluing. The poor gluing is mainly including five aspects:The first one is no glue.The second : with glue but have several types of poor performance through the glue line testing.The third: the middle layer of double wall degluing.The fourth: high-weight cardboard is easy to edge deguling.The last one is difference between drive side and operational side that causes degluing.About the five poor gluing performance, we describe the first poor gluing performance. Look at this picture, we can see that the poor gluing is mainly judged by the glue line. This is the glue line after tearing cardboard. The easiest way to see the glue line is to soak the cardboard and then soak it with iodine to make the glue line appear streaked. And why use iodine? The principle is simple. Because it reacts with blue color when meets the alkali in the glue. So we can clearly see the width of the glue line.Firstly let's we talk with no glue. In this case of no glue, on the one hand, it obviously that misoperation of the glue plate, and there is no glue from glue plate.Other misoperation is glue volume and paper type unmatched. For example, The kraftliner is very thick and its density is high, so the permeability of the glue is not enough, then the viscosity of the glue is too low will cause unmatched and cannot be glued.On the other hand, it is machinery problem. For example, loading roll not press. About loading roll, we will talk about it detailedly in the "Five-Roller Principle" later. So now I will briefly explain it. Look at this simple diagram , there is the gumming roller, the corrugated paper runs into gumming roller with glue. There will be a pressure above. That is loading roll. If loading roll not press, it will be resulting no glue or insufficient glue on corrugated paper.What's more, the gap between glue roll and corrugating roll in single facer is too large. There are glue roller and corrugating roller on the single facer, and the paper also passes through the middle of glue roller and corrugating roller. In this case, because the gap is too large to be glued. Basically, from the diagram can simply describe the machinery problem, resulting no glue or insufficient glue on gluing side. And the solution is simple. In view of our operating mistakes, check if there is glue on the glue tray. If the glue formula is different, forming own gluing system based on actual situation. Generally, the glue formula can be prepared in the testing stage. The third one is machinery problem. Forming calibration system, regularly adjust loading roll gap and gap between gumming roll and glue roll to form a standard.The second poor gluing performance is that there is glue from the glue line. But there is also deguling as soon as it is opened. There are three judgment from glue color. The first one, glue is presenting white color. The second one, glue is presenting golden yellow. The last one, glue is presenting faint yellow. So we need to analyze the cause of the problem and its solution based on the glue color.First let’s talk about glue is presenting white color. And so first you have to understand why glue is white.
1330 views0 0

Printing efficiency improved by 12% by using intelligent ink cleaning system
Rapid ink cleaning is the way to achieve rapid ink change, while rapid ink change is the way to increase printing efficiency. Ink cleaning for many domestic factories now is a big headache, in particular the environmental protection inspection is getting strict, the longer the ink cleaning time, the greater the amount of sewage, the greater the investment in environmental protection. And the longer the cleaning time, the high the ink consumption, so is the cost. Intelligent ink cleaning is to use chamber doctor blade system, the entire inking system controls ink flow speed by air pressure, the higher the ink flow speed, the better the ink quality. Not only does it reduce the amount of ink, but it also improves the quality of printing.The advantages of the rapid ink cleaning system can be detailed in terms of time and cost.Conventional ink cleaning:10 minutes for each time, a waste of 2 kg ink;Intelligent ink cleaning: Only 2 minutes are needed every time, a total of waste is 0.5 kg ink;Let’s do the math: If 26 workdays a month, 80 min/day of ink cleaning being saved, then the annually ink cleaning time saved: 26 days/month *80 min *12 months = 24,960 minutes/year =416 hours, which improves the efficiency of printing press by 12%.Provided that $3/kg of ink, if using intelligent ink change, the daily cost savings is : 2 kg *$3 *10 times -0.5 kg *$3 *10 times =$45; Annual cost savings: $45 *26 days/month *12 months = $14,000Table1: Comparison of loss and quality between conventional and rapid ink cleaningItems Conventional Ink CleaningIntelligent Ink CleaningCleaning time10m2mInk waste2kg0.5kgWater needed50kg20kgProduction qualityMachine speed change will affect printing color; Scraper pressure is high, the machine speed of production hydraulic lose control Color and scraper always keep the same Maintenance for anilox rollerDamage anilox rollerNot damage anilox rollerTable2: Time and cost difference between conventional and rapid ink cleaningItemsInk cleaning timeInk wasteConventional Ink Cleaning Ink change for10 times a day, 100 minutes in total 2kg*$3*10 times=$60/dayIntelligent Ink CleaningInk change for10 times a day, 20 minutes in total 0.5kg*$3*10times=$15/dayDifference80min can be savedCost savings: $45/day
1537 views0 0

Rapid die change for automatic flat die cutter
The time of die change for conventional automatic flat die cutter is about 40 minutes, if you take the right methods, it can be controlled in about 6 minutes. It can be seen that the automatic die - cutter for rapid die change can greatly improve the production efficiency. This paper introduces the following practical methods for automatic flat die – cutter die change.Rapid die change standConventional automatic flat die-cutter does not have a rapid die change stand, two template frame must be adopted if use of rapid die change stand, the specific methods are as follows:Templates are divided into A template and B templateAfter the production of A template is completed, pull out the A template,it into the quick die change stand, and then put the B template into the equipment to install the template. After the installation, start debugging the production parameters of B template. After the normal production, the removal of A template will begin. Then C template will be installed, the templates are used alternately in this circle way.By doing this, it is beneficial to change the die tools, which directly reduces the time of installation and disassembly, which is conducted during the production, greatly reducing the time of die change.Of course, if you want to change the die more quickly, you have to solve the pressure problem. Most of the time are being wasted in adjusting the pressure. The following two tools will help you solve the pressure problem:Use multiple template base plateDie - cutting base plate can be stocked more than one, if the company's products are relatively few, it can consider to prepare at least one base plate for each and every product. Using the same die cutting plate is to ensure that the pressure from beginning to end has been kept low, die force surface is consistent.Use pressure die Put the pressure die underneath the bottom die in the first debugging die cutting pressure, as long as the adjustment being done, the bottom template and pressure die formed a pressure system, so in the next production, die cutting pressure will not be adjusted as long as it is the same as the last time.Through the three aspects of the improvement, the production efficiency of the die cutter can be greatly improved: if each time for die change needs 40 minutes, five times a day, about 200 minutes in total. After the improvement, each time only 6 minutes, so as long as 30 minutes a day, in this way, every day can save 200-30=170minutes, that's 170*30= 5,100 minutes per month, which is equivalent to a unit of one week's work time, this is the value of rapid die change.
1636 views0 0
Factors to consider when choosing a Die - Cutter
With the increasing demand for quality printing and point-of-sale packaging, die-cut cardboard market share is expanding. This die-cut cardboard was once considered as a special product, and now, whether it is flatted die-cutting or rotary die-cutting, die-cutting cardboard production process is accepted by the market, together with flexo printing process has become a standard carton production technology.In the purchase of die-cutter, effective cardboard size, speed and setting time are important choosing criteria.In the purchase of flat die-cutter, the rapid center line device and plate frame loading device and other factors are also very important, which should be taken into account. Whether it is flat or rotary die-cutter, pre – feeder, circuit breaker, stacker and other peripheral equipment performance determines the maximum production efficiency.Die cutting process selection is usually determined by die cutting task and quantity. Each process has its own advantages for a particular task. Rotary die-cutter system is suitable for die-cutting large size of cardboard (such as sealed cartons and large paper tray) and large quantities of cardboard. Flat die - cutter is more suitable for processing complicated die - cutting design and short order production. All the designed pattern that in production of rotary die-cutter can be also produced by flat die-cuter. However, compared with the rotary die-cutter, flat die-cutter speed and effective cardboard size is limited. The advantages of flat die-cutting process is the fast setting speed in repeated production, the cost of die-cutting tools is low, and easy to manufacture.The debate about the rotary die-cutting process and flat die-cutting process continues, the U.S market favors the rotary die-cutter, while the European market is more inclined to flat die-cutter. Both markets developed their preferences based on the composition of production tasks, accuracy, speed, effective cardboard size and effective running length. In the premise of modern setting system, rotary die-cutter and flat die-cutter is almost the same in the replacement of die-cutting tools. However, in mass production, instead of die cutting tool replacement time, speed is more important. For many carton factories, such market is more suitable for the use of rotary die-cutting system.It should be noted that the shortcut of die cutting tools manufacture and installation may not really save money, poor design or rough process of die cutting tools can slow down the running speed, which has a great negative impact on the performance of automatic die cutter. Therefore, whether carton factories cooperate well with die cutting tools manufacturers and equipment manufacturers is crucial. This determines whether it can obtain an appropriate die cutting tools.
1933 views0 0

The two-step enables die-cutting production efficiency increase 3 times
Why production efficiency is extremely different even using the same die-cutter? This paper mainly introduces how to improve the production efficiency of automatic die cutting machine from the division of staff cooperation and equipment debugging and installation:Die-cutter is a very important process in the packaging process, which can be divided into automatic die-cutter and manual die-cutter, with the development, the application of automatic die-cutter is more and more common. However, using the same brand of automatic die-cutter, some factories a day can do 32,000 die, while other can only complete 10,000-15,000, why the difference in production efficiency is so big?It does not necessarily the problem of the machine when automatic die cutter production efficiency is lowAutomatic die cutter production efficiency is low, not necessarily the problem of the machine. If the staff division is not reasonable, die change and debugging arrangements are not reasonable, it will seriously affect the production efficiency, and increase production costs and labor costs.How to improve the efficiency of automatic die cutter? We can start from two aspects: firstly, shorten the time of die change; secondly, increase the production speed to the maximum.◆Division of labor Many factories are in the practice of one captain to carry out installation and debugging when in the process of die change, resulting in a very long installation time, basically, about 40 minutes. While in Taiwan and oversea market, it can be done in 10 minutes. How do they achieve it?●Die cutting captain is responsible for die change;●The deputy adjust feeding and receiving paper units;●The deputy assists the captain in changing the ink;●After die change, the captain will conduct debugging; ◆Debugging The time to install the die can be completed in 3 minutes, but the time to debug the die is relatively long, mainly because the die production process is not perfect, resulting in uneven die cutting pressure.The following points should be noticed:1.Before using the die, we must check whether the knife and scoring line is in good condition and flatness, to avoid repairing the die after installation, it is a waste of time.2.During the first production debugging, if die cutter cannot cut off the cardboard, we should not increase the pressure blindly, which will easily lead to deep indentation of the bottom plate.3.If the pressure die made of PVC, the pressure does not need to be adjusted next time.4.Check and repair after use.Develop efficient, standard operating habits Automatic die cutter production efficiency is low, not necessarily the problem of the machine. If the staff division is not reasonable, die change and debugging arrangements are not reasonable, it will seriously affect the production efficiency. Therefore, in order to improve production efficiency, enterprises need to rationally allocate employees to maximize the utilization of manpower, establish a set of perfect and efficient working procedures, and learn advanced operating methods and skills from excellent enterprises.
1795 views0 0

How to avoid cardboard stuck in automatic packaging line
The use of automatic packaging assembly line is more and more widely, but problem like machine jam caused by deficient cardboard has been plagued by the carton manufacturers. Some carton factories even lost customers, here are some suggestions given to improve:1.Cardboard Flatness Cardboard production must be flat, because it is easily to get stuck when the warped cardboard feeding into the assembly line, affecting the back of the cardboard into the machine, and then be damaged, resulting in the shutdown of the assembly line, cardboard loss is high. So we should pay attention to this point when putting cardboard into automatic packaging line.2. Crease in the surface of cardboardSince the forming of the carton depends on the suction cup, if the carton surface has creases, the suction cup will leak air, giving rise to bad carton formation, and machine jam. The crease is mainly caused by die tools and carrying, as well as cardboard warping. 3.The carton size should be accurateBecause the gap and crease point of the automatic packaging assembly line are set according to the standard size of the carton, a carton with large size deviation will probably have folding dislocation,and even lead to the machine stuck.4. Scoring line The scoring line should be made deep, in the packaging process, if the carton line is too shallow, it will cause poor folding, or wrong folding, resulting in bad carton formation.5. Flap size designIn the design of flap size, we should try to avoid overlap as far as possible, and a 2mm or so gap is the best, which plays a key role in the sealing of automatic packaging line.6.Carton joint size and fishtail Because the size of the carton joint and the fishtail directly affect the shape of the carton, bad shape of the carton appearance is not good-looking, or even cause stuck machine.7.Glue overflow on the joint of the cartonsIf the carton overflows with glue, the suction cup cannot even open the carton at all, directly causing the machine jam, so this problem is the most important attention of the carton manufacturers.
1996 views0 0

What should be paid attention when purchasing new gluing equipment
For packaging buyers in the food, beverage, consumer durable, home appliances and electronics markets, branding plays an important role in helping to maintain or expand market share. With the increasing importance of shelf display packaging, there is a growing demand for perfect packaging solutions to make customers' products stand out. In addition to intelligent carton design, high quality printing and accurate die-cutting, special gluing equipment has also become the key to win in the high value-added packaging market. The size and configuration of the gluing machine and the equipment or special configuration that can be installed on the gluing machine will determine the size and shape of the carton.In addition to improving the ality of packaging through carton gluing, saving labor costs for customers through the use of pre-gluing packaging is also a goal that the carton industry must strive to achieve. Therefore in the consideration of investment in the purchase of new gluing equipment, what are the key factors should be paid attention to?1.Installation: This is the first factor to consider, that is whether to use the least tools to complete the installation of equipment. Another major consideration is whether can access to various parts of the equipment, and a space shall be left between the rotating shafts used to install additional special attachments. Devices that can be left on the device when not in use clearly have an advantage over peripherals and accessories that must be removed and reinstalled when needed.2.Capacity of glue can: the capacity should be large enough to supply glue for the new nozzle.3.Paper feeding section: in addition to linear mode, should be adjustable to other feeding mode.4.Running speed: the running speed of the production line is affected by the processing steps of carton folding and gluing, and is also determined by the paper feeding speed. The production line must produce square stacks of cardboard and feed them into a strapper. There must be enough space between the feeding and strapping sections to remove waste.
1670 views0 0

Four problems you might ignore in “fishtail”
With the continuous development of the industry, automatic stitching and gluing equipment has been popularized, but the use in many enterprises is not very ideal, some of them, of course, due to equipment problems, while some are personnel improper operation. In fact, the biggest problem of automatic gluing and stitching equipment is not fast speeding, but the “fishtail” in the process of carton production, whether this kind of problem can be avoided in operation?In fact, in order to avoid this kind of problem, we must consider several factors in the operation, let us do a simple analysis from each part of the equipment :1.Paper feeding unit The paper feeding unit is the most important, if the paper feeding is not ooth, the paper will be inclined when feeding out, resulting in the fishtail in the subsequent formation.Feeding notes:The amount of paper cannot be too much, if too heavy, the cardboard will produce deviation.Front baffle height adjustment is 1.5 times than the height of the cardboard.Make sure that the feed platform and rollers are clean. If the feed wheel is too ooth, the friction with the paper will be weakened, and the paper will be inclined, leading to the fishtail.2.Glue applying Note:Before the production, please ensure that the pasting roll is clean and avoid paper jam. If the paper is stuck, it will lead to a poor pasting.After the cardboard gluing, we can see whether the feeding is tilted, if the glue line is tilted, then the feeding is tilted as well.3.Folding Unit When adjusting the guide rod on the operating side, the radian should be gradually reduced, and there is no need to rush. The folding degree should be adjusted along the carton line. This is very critical to the carton formation.4.The front baffle when stitching the carton The front baffle is suitable for stitching list when scheduled, when the cardboard run to the front baffle, it is to front segment alignment, and then run to the stitching unit for stitching, so this baffle is very important, we should do regular maintenance and repair. If there is loose, it cannot ensure that the cardboard alignment, resulting in fishtail.
1823 views0 0

Strategies for scoring correction to solve the fishtail
In the case of poor carton formation, the correction wheel is absolutely the key part of adjustment. This paper introduces the role of correction wheel and how to solve the problem of poor carton formation.1. Two modes of scoring correction Inclined wheel + belt group: this mode belongs to the pre-correction, the adjustment time is long, the angle can be corrected according to the scissors difference, the correction effect is good, The scissors difference is relatively all, but it will cause double scoring line.Belt + in-line roller: this mode belongs to post correction, adjustment is fast, generally it will not cause double scoring line. However, the correction effect is not so good because there isno correction in the earlier stage. 2. Comparison of advantages and disadvantages of different scoring line correction methods:Ways of scoring correctionAdvantagesDisadvantagesBelt+ RollerBelongs to late correction, adjustment is fast, generally will not cause double scoring lineThe correction effect is poor because there is no correction in the early stage.Inclined roller+ BeltsThe angle can be corrected according to the scissors difference, the correction effect is good, The scissors difference is relatively allbelongs to the early correction, the adjustment time is long, it will cause double scoring line. 3. How to solve poor carton formation? 1).Use conical rollers, folding rods and belts for the final pressure scoring and folding formation, the required equipment will depend on the design and size of the carton to be processed. In most of the folding gluing and stitching machine each part of the equipment speed can be adjusted independently, in order to correct the position of the cardboard if necessary.2).Some models will be installed secondary scoring device, which can effectively correct the scoring line, some manufacturers will choose to install spray humidifier on the top, which can also effectively prevent the cardboard breaking due to the dryness. 3).If scoring roller, scoring rod and belt adjustment are not good, it will cause fishtail or seaming size inconsistent. If scoring line is poor after printing or die cutting, you can adjust the belt angle and scoring roller to correct. The pressure of scoring roller should be higher in the front and lower in the back, and the distance between the scoring rod and the angle of the belt can be adjusted according to the different orders, which can effectively avoid the problem of different sizes of seams.
1557 views0 0
Working Magic! To ensure the overlapping joint firmly bonded
Overlapping joint degluing is a serious defect, especially for customers' automatic line packaging boxes. Once overlapping joint degluing, it will immediately lead to downtime, which is a serious quality accident. What are the reasons causing the carton overlapping joint degluing, and what measures can be adopted to prevent this happened.1. The main reasons for poor overlapping joint gluing1). Firstly , let’s see the national standards about overlapping joint.GB/T6543-2008 , specific requirements for tongue are set forth in article 5.3.3:The width of tongue edge of corrugated carton overlapping joint shall be no less than 30mm, adhesion joint of the adhesive coating should be uniform and sufficient, there should be no excess of the adhesive overflow. Bonding should be firm, at least 70% of the gluing surface should be broken when it is peeled.2) .Tongue width can not meet the national standards, bonding area not be enough may lead to deglue.--Tongue width≥30mm.●Design problem: Not meet national standards, size designed is wrong.For example: Tongue size=28mm. It can be judged unqualified by national bureau of technical supervision and customers.●Process calculation problem: The the carton is processed with net material, and there is no allowance. The accumulated size error is in the tongue, resulting in tongue width too all.●Processing error: Corrugator cross- cutting error is too much, while cardboard size is too all, resulting in tongue width is too all.3).The width of the pasting wheel of folder gluer is too all, which is often ignored by everyone. It is confirmed on site that the width is 20mm, while the width of the gluing area is 18.5mm ( The end surface of the pasting wheel is chamfered).Why we conclude the width of the pasting wheel too all? Tongue width=B, National standards≥30mm.Gluing width=A, at least 70% of the gluing surface should be broken when it is peeled(according to the national standard), therefore: A=B*70%=30*0.7=21mm(The minimum);The glue area will be crushed after gluing, so each side will be about 1mm error between actual gluing width A and pasting wheel width C, that is :C=A-2=19mm(The minimum).Conclusion:●Considering the chamfering angle of pasting wheel, the minimum width of the pasting wheel: C=21mm.●If the pasting wheel deviates from the middle position of the tongue, it is easy to overflow and may have less than 70% gluing area.4).When gluing the box, if the material is not aligned or the gap between pasting wheels is not adjusted properly, it will result in the situation of less than 70% gluing area.5).Environmental impactsBecause water is the main component of the glue, when the temperature in winter is too low, it will weaken the viscosity because the glue is not fully solidified. So generally it should be processing in the room temperature at 10 degrees or above.6).Glue has quality problems and improper control●Be sure to check if the glue is working before use and if it has expired. Should stir well, test viscosity etc. It can be confirmed by hand feeling or gluing the carton as test.●There is no glue receiving inspection, which is the management that most companies ignore.2.How to ensure the carton tongue firmness1).Design, process, equipment, inspection and other aspects must meet the national standards, which should be strict implementation, this is the minimum requirements.●Tongue width must be ensured big than 30mm when size is designed.●The cross - cutting error and processing error should be considered when calculating net material processing.●The size of the pasting wheel of folder gluer should be confirmed, and the gluing area should be considered when replacing the new wheel. 2).Develop operational inspection standards and work instructions●Glue receiving inspection:●Appearance requirements: visual method, white or milky white, no odor●Adhesion strength requirements: The tongue of the carton coated with 3.5KG glue, and add pressure at 70 seconds, after the destruction of the adhesive tongue gluing surface, at least 70% of the adhesive surface was broken.●Sampling and qualification evaluation:ItemsSampling amountsAcceptance of unqualified numberReject of unqualified numberViscosity strength1 barrel/batch01 Inspection the first piece of gluing box:The tongue of the first piece of each batch of cartons must be destructively inspected, and the first bundle (about 10 pieces) shall not be packed, and shall be confirmed one by one after being placed for 5-10 minutes.Inspection of finished products: "Tongue tensile strength" test shall be carried out on products that frequently complained by customers or under key control, and the tensile strength shall be specified for effective control.
1992 views0 0

The design of die-cutting slotting
1.Efficiency performance after the configuration of waste clear systemAfter the end of the die-cutting process, we need to immediately clean up the waste paper, many carton factories arrange staff wearing gloves for manual waste clear with an awl, both time-consuming and laborious.When it comes to waste clear, there is a carton factory whom produces the outer packaging of electronic products. The former die-cutter is used to leave a few millimeters of holes after die-cutting. On the production site, operators need to manually remove waste paper with awls. However, due to the fast speed of the die - cutter, and large production, there could use a lot of labors as well. According to this situation, the proposed solution is to add a thimble to the waste clear system of the die-cutter, so that the waste clear effect is close to 100 percent. After the waste cleaning process, packaging can be carried out directly.2.Deficient design of die-cut slotting is the reason to cause poor waste clear performanceNow die cutting process is widely used in carton production, if die cutting waste clear effect is not good enough, it will have a direct impact on the quality and efficiency of production. To clean up the waste, not only need to pay attention to the mold quality and process, more importantly, slot design is a key factor.The following three pictures are shown the mistakes that are often made in the production of die-cutting, the die-cutting slot made of right angles or 45 degrees, which the effect of waste cleaning is very bad.The shortcomings of die-cutting slot designed at right angles or 45 degrees:●The paper at this angle is not easy to cut off, if made die-cut slot with right angle.●Die cutting knife is prone to joint, cardboard cutting off cannot be completed with one knife,resulting in cardboard edge not ooth.●The waste edge is easy to get stuck at the included angle and not easy to fall off.●The die slot is prone to paper jam, resulting in poor waste cleaning and knife deformation.The advantages of round die-cutting slots:●It cuts paper easily●Cutting off with one knife and cardboard edge is ooth.●The included angle is not easy to jam paper, paper scraps easy to fall off.●Die-cutting slot is not easy to jam, the knife is not easy to deformation.If there has design problems in die-cutting operation, then the carton waste cleaning effect will be poor, however, as long as you make a little change, the effect of waste cleaning will be improved.
1653 views0 0

Analysis on rotary die-cutter
Corrugated carton die cutting are mainly included rotary die cutter and flat die cutter. Printing die cutting inline generally use rotary die cutter. Rotary die cutter mainly has two kinds, steel cutting board wheel and rubber cutting board wheel.1.Features of steel cutting board wheel1).High requirements on die flatness. The die cutting board of the steel cutting board wheel is made of steel rods, the top knife is steel and so is the bottom. It has a very high requirement for the flatness of the knife. If the flatness of the knife is different, when the upper and lower knives collide, the higher one will be damaged and the lower one will not be cut.But steel cutting board wheels also have benefits. If the cutting die is made well, the performance of the steel cutting board wheel is much better than that of the rubber cutting board wheel.2).Bugled line can be suppressedBecause steel is a hard surface, you can suppress the concave and convex line, it can be produced in a complex way like flat die cutter. Although the rubber pad can also stick dark line, the effect is far from good as steel one.3).Uniform force, all speed differenceThe steel cutting board wheel has a high requirement for even strength and will not wear out, so the speed difference is very all.2.Features of rubber cutting board wheel1).The flatness of the knife is low and can be adjusted by pressureThe knife anvil under the rubber cutting board wheel is rubber, which is elastic, so the requirements for the mold are reduced. Even if the knife is not flat, as long as increase the pressure, you can cut into the rubber, the cutting effect can also be achieved. So it requires less flatness of the knife.2).The rubber pad has large loss and speed differenceBecause the anvil is made of rubber, when the knife cutting the knife anvil, rubber easy to wear. The price of the anvil is also higher, like several thousand yuan for one set, so the loss is larger. And once the knife anvil wear, the circumference will become aller, which will produce speed difference, and the speed difference will bring a lot of adverse effects on the die cutting products.Two models of die - cutter 1).Top cutting die, bottom cutting anvil: This model is very suitable for bottom printing press.Advantages:The biggest advantage of the upper die is that the scraps of paper fall on the rubber pad after cleaning, because of the gravity, the scraps of paper is easier to demold, so the upper die is a very good model.Disadvantages: Only applicable to bottom printing press, which the printing surface downward, so you have to turn it upside down to check the die-cutting effect, and the printing face, this is somewhat inconvenient in operation.2).Bottom cutting die,top cutting anvil: This model is very suitable for top printing press.Advantages: The printing face upward, so you can check the the effect directly, and find out if there is anything wrong with the printing at the first sight.Disadvantages: Paper scraps can easily cause indentation and udge. After the scraps of paper spring out, most of them will stick to the rubber pad, and then fall on the printing surface, which will be sandwiched between the die cutting pad and the template, the printing surface will be damaged by friction.After comprehensive comparison, the upper die is definitely better than the lower die, so try to choose the upper die.There are three aspects in starting the machine:1).We need to first turn on the force glue lateral switch in time, so that the force glue will be about 50 cm lateral movement, the die cutting knife will cut in different rubber pad during the process of moving, so that the superior force adhesive and die - cutting knife have a horizontal movement range in the working process, which can improve the service life of superior force adhesive.2).When installing the template, the bolts should be installed from the bottom of the template, and the bolt holes on the template should be installed as far as possible, to ensure the roundness of the template.3).When adjusting the position of the die hole, the template should be separated from superior force adhesive and then adjusted to avoid damage superior force adhesive.4).Quick die change device: The installation template of die cutting unit is divided into two molds: one is mechanical, generally need to use more than 20 bolts for template installation, if no rapid mold change equipment, it is estimated 25 minutes for mold change; It is also expected to take nearly 15 minutes with the rapid mold change equipment. The second is vacuum adsorption type rapid loading mold, because of the use of vacuum adsorption, only need two bolts for mold replacement. It saves a lot of time, only 5 minutes per order. This is a new type of mold change device, if possible, try to use this rapid mold change as far as possible.
1539 views0 0

Flat die-cutter operation and its technical defects and adjustments
1.Cautions for die-cutter testingBite adjustmentTake out the rolled cardboard to adjust the bite, when the edge of the die to the first rolling edge is about 16 mm, and the front baffle on both sides of the handle is adjusted to the minimum, the bite is at least 8-12 mm.Adjust the scrap die●The gap between the upper die and the lower die shall be 4mm, be the same on both side.●Low speed operation equipment, rolling cut out a piece of cardboard.●Turn on the scrap setting switch and press the button until the cardboard arrives.●Align the upper die with the crossbolt of the cardboard●Lower the die frame so that it is targeted on the cardboard, and then to the lowest point.First piece inspectionIt is important to note that the the mold frame can be pulled out when the equipment operating angle between 170-240 degrees, and the steel plate can be pulled out between 170-190 degrees.●Press the button to fix the mold frame, pull out the mold frame and push out the center bolt of the mold lock frame.●Open two plastic sheets and hold the fiber tape for reinforcement.●Adjust the rolling pressure so that the degree of cardboard cut to 70%, 30% of that will be filled by fiber tape.●Check whether there is break phenomenon, if not broken, with fiber tape in the reinforcement diagram above.●Check that whether the scoring line is good, if the scoring line is not obvious, with the fiber tape on the scoring line of the appropriate map.●Use a tape measure to measure the dimensions of the rolled semi - finished products.●Measure the length, width and height of the semi-finished product to see if it is consistent with the size of the order drawing.●Put down two plastic plates, pull out the clamping frame and push into the machine, press the clamping frame and holder button.●Then feed another piece of cardboard, press the alarm to start the machine, and then roll the cardboard and test repeatedly, until where the cutting point completely broken.●Start the main engine motor on the main control panel of the paper feeding department, and make it run in the debugging state. When adjusting the machine, the speed is generally 1600 pieces/hour, not too fast.2.Cautions for die - cutter batch productionChief conductor's work itemIn mass production, we need to pay attention to the mold, electrical eye, quality, sound, preparation. Firstly, the mold should be reinforced at any time. In fact, the electrical eye is easily blocked by dust, once blocked the machine will stop. So it is very important to clean the eyes. Secondly, the quality is likely to be involved in many problems like the scoring cracks, or carrying dust. Then die cutting pressure can generally reach several hundred tons, the highest can reach 350 tons, so in this case, we should pay attention to whether there is abnormal sound of the machine, if there is abnormal sound, it is easy to damage the equipment. Finally, the preparation should be careful and cautious.Paper feeding operatorsAt the time of mass production, we should note that, the cardboard should not be set too high, generally, AB flute is less than 50, A flute is less than 50-80, B flute is less than 100-120, this is a relatively reasonable paper stack. In addition, cardboard must be close to the center of the baffle, the baffle on both sides of gate and rear baffle to be stacked neatly.Paper delivery operatorsWhen the cardboard into the machine, the connecting rod will send the rolled cardboard to the splicing unit, we should always observe whether the connecting rod is normal. After the cardboard is pressed through the connecting rod, the paper falls on the guide rod of the connecting cylinder, and is put on the conveyor belt by counting the number of electric eyes, and the product is output by the conveyor belt.Notes after the mass productionAfter mass production, we need to remove the die and filling map.Remove the die: Open the window of the die unit, loosen the fixed switch of the die, the red light is on, pull out the die, remove the die and put it back on the die frame.Remove the filling map: Push out the fixing screws on both sides of the knife mold holder, clamp the knife mold holder and rotate it 360 degrees. Open the plastic sheet and take out the filling map and put it back on the filling map holder.The quality of the product is determined by the supplementary drawing and the die. If there is no supplementary drawing, the supplementary drawing can not be adjusted for at least an hour. This is an important factor why the efficiency in many companies is not high.3.Die - cutting technical defects and adjustments The reasons and solutions of scoring cracksDie - cutting process adjustment is a big problem in scoring cracks, there are six main aspects:●The scraps falling on the die plate.Solution: clean up the scraps●Paper error.Solution: The paper material is better, the scoring line should be a little lower, the paper material is bad, scoring line should be a little higher.●The flute direction factor:Solution: Because of the horizontal and vertical difference, the pressure is also different. Apply cork chips or sponges where there is a lot of stress●Blunt knife with a lot of pressure will cause scoring cracks.Solution: Replace the knife or adjust the middle scoring gap.●There is too little moisture on the paper.Solution: Wipe the scoring part with water to increase humidity●Scoring cutter is too longSolution: Replace a shorter oneHow to avoid cardboard and trimming cracks? After the knife cutting down, cardboard cracks on both side, why is that? Because the cardboard before cutting itself has a tension, when the tension broke, the cardboard was ruptured. Base paper has little water, knife and scoring line is too close, all of these will destroy the quality of cardboard and cardboard thickness. How to avoid that?The first method is to crush the edge of the cardboard. On the top of the knife, covered with batten so that it will crush the cardboard a little bit, cardboard tension at this time will get a certain buffer, which is not easy to break.The second method is that the knife line uncovers the batten, but batten should be 1.4mm higher than the knife, batten scoring should be 0.4mm-1.1mm lower than k-line so the scoring line will not crack.The edge of the flute will be crushed after the carton is rolled, paste the sponge in right place. The edge of the flute is easy to get crushed after the carton is rolled, but it can be solved to paste sponge according to different parts with different hardness.Generally speaking, the circumference of the knife inside to stick a high hardness of the sponge, so it will be easy to let the scrap flip out. If the hardness is 30℃-40℃, you can stick a lower hardness sponge on the side, say 17℃-25℃.How to keep long dimension knife edge in flat when installing wood shape knife and scoring? We will find that there is no arc in the arched part of the knife below, which will easily cause stress on this part, and the strength of the knife will be very poor. In the process of rolling, the stress part is not able to cut off, and giving rise to crack. So when you're making a knife, you have to pay attention to the arc of the knife.When the curved knife rolled into the cardboard, the height is 0.5mm-1mm, you can imagine, when the die-cutting knife pressed down, if there is no air between the cardboard and the knife, then because of the air pressure, the knife is not cut down. Therefore, only when the die-cutting knife and the cardboard has a air vent, the cardboard can be oothly pressed down. Of course, what is more important is that we must install the template along a straight line.How to reduce adding adhesive tape to the back plate in the process of production in terms of oil pressure flat roller with new dies?How do you calculate the pressure during the initial rolling? The calculation formula of the standard rolling is the circumference of the pressing knife *4 tons +30 tons. For example, the actual cutting edge circumference is 5.94 meters, rounding off to 6 meters, the pressure is 6*4+30=54 tons, which is the standard rolling pressure.It is important to note that before the new die rolling, not to add the tape on the back plate, when the rolling part is divided into 90% of full knife, 10% of non broken, then to add. Repair tape should not be more than three layers, if too thick, it will lead to the knife inaccuracy, different machine production should use different back pad. If the back plate too thick, other parts will not be cut off.How to connect the knife to the carton, and how to fix the knife with the common knife? In the template on the knife, we should pay attention to reinforcement. Because there is a seam at the knife joint, if there is no reinforcement, the paper powder is easy to jam in the gap, thus causing the displacement of the whole mold. So in this position, there's going to be a reinforcing iron.Die - rolling knife, what can be selected to avoid paper power jammed and knife turn over? There is a pull along the corrugated direction, in this case, it will produce some paper powder and turning over the knife. There are three main reasons:●The knife slide off.●When cutting to the position of the flute peak.●A blunt knife.●Rolling pressure is too high;Solution:●Put some protective iron around the edge of the slot.●Cork batten can protect the blade, it will be used when making a new mold.●Attention to the direction of the flute, that can avoid burrs and paper powder.●Reduce paper powder. Wave knife for cutting die. Wave knife can be divided into 2mm, 3mm and 4mm according to the spacing.The scrape method of the knife In the case of corrugated shape is vertical, slot type and cross type are better scrape mode.Double scoring line have better crushing effect.In terms of cardboard is easy to break, we can use double scoring line, that is, two concealed lines, so that the cardboard will be folded with a radian.Situations to folding 90° and 180° In the case of 90 ° pressure angle, the curvature of the entire cardboard will be elongated, in the case of 180° pressure angle, we need to add hardness of 45° sponge on both sides of the line to crush the cardboard. As you can see, whether the cardboard is compressed, the surface rupture degree is different, when the cardboard curve is more than 90°, close to 180°, you need to use a high hardness of the sponge, and crush the flute at the folding part as far as possible.Cork batten to prevent rough edges and sponge paste methods Prevent burr, basically use the double action of cork stripe and sponge. Generally speaking, use cork batten on one side of the knife, with sponge on the other side, use cork batten in the middle of the knife, use sponge on the side, through the different adjustment of pressure, avoid the burr.The installation method of the scrape knife of flat rolling dieThere is a problem with the knife arrangement when installing a scrape knife.The traditional mode is basically to use of horizontal installation, but because the direction of operation is vertical, the confetti is not easy to fall off in this mode. Therefore, it is recommended to use the vertical arrangement mode.
1958 views0 0

Flat die-cutting process and operation
This paper will enable related operators on FFG and die cutter have a certain understanding of the process and adjustment about flat die cutter by introducing the principles of automatic flat die cutter in production process, in order to achieve the the carton production requirements of high efficiency, fast and high quality, to achieve the purpose of further reducing the production cost of the enterprise.1.Introduction to the s of the automatic die - cutter A complete die-cutting machine is mainly composed of three units, the paper feeding unit, die-cutting unit, paper delivery unit. The feed unit is similar to that of the printing press, which is to feed the paper into the machine, die cutting unit including die cutting and waste clear, it is the main part that cardboard being die-cut. Paper delivery unit is to counting the die-cut cardboard and stacking.1).Lifter There is a lifter before the cardboard is die cutting, the role of the lifter is to adjust the height of the ready die cutting cardboard to the appropriate position, so that operators can easily carry the cardboard. The price of lift is cheap, if there is no automatic paper feeding machine when printing, it is suggested that we can also match a lift, it can greatly reduce the labor intensity of the operator.2).Paper feeding machine The of the feeding machine is to feed the cardboard neatly and orderly into the die cutter, the current feeding machine has two modes, one is the leading edge feeding, one is the sucker feeding. Sucker feeding is suitable for cardboard that the surface is ooth, like color printing, and the leading edge is suitable for ordinary cardboard.The paper feeding unit uses a paper feeder to deliver the stacked cardboard to the rolling section in an orderly manner. There are a lot of wheels on the paper feeding unit. The cardboard is in contact with the paper feeding wheel, and the friction force of the paper feeding wheel is used to feed the cardboard into the machine. During this process, the cardboard is firmly attached to the feed wheel by suction.3).Die-cut mould machine The role of the die-cut mould machine is to roll the cardboard in accordance with the size and shape of the template.4).Stripper After the cardboard rolling, there will be some waste, the waste will be stripped through the waste removal.5).Splicer After the end of the waste, it is a neat cardboard with good quality, these qualified cardboard through the splicer for counting stack.6).Conveyor The conveyor is to transport a certain number of products that has delivered out by splicer to die-cutter, in the back of the conveyor, we can also match a strapper.Above is a complete die-cutting machine production process and the of each part.2.Die - cutter preparation before the operations1).Preparation before the operations The job of conductor●Start the motor of the main engine●Check whether all parts of the machine are normal●Check whether there is any paper residue in the equipment●Check whether there is any foreign body adhesion on the drive shaft and chain.●Check whether the teeth bar on the gripper bar is loose and falling off. First, start the main motor and rotate the start button to the start position.Secondly, check whether the teeth bar is loose, the screw is fastening, etc. The role of the teeth bar is bite paper, during this process, if the teeth bar gets loose or fall off, the gripper is not stable, die cutting will run. At the same time, we should also check the chain, the role of the chain is to drive the cardboard, in die cutting, it often produces some paper powder, paper scraps, if the paper scraps clip in the chain, it will jam the chain, which will inevitably cause the whole equipment in a bad running or mal.The job of paper feeding operators●Clean the chain and drive shaft of the machine, add lubricating oil.●Check the order status of the schedule list, mark the order with materials, and provide the conductor to arrange the orders.The job of paper receiving operators●Adjust the strapper.●Prepare the stripping tape.●Prepare the pallet.●Pad waste paper on the pallet.2).Preparation for production orderIn general, the core adjustment of die - cutter is done by the conductor. There are three main job content: install cutting die, install fill figure, die - cutting pressure adjustment and plate supplementary. For die - cutting, cutting die and filling tool are very important.Install cutting die The cutting die installation is within the range of the operating angle of 120 degrees to 240 degrees, loosen the fixing screw, and then open the locking switch to draw out the die holder. After the die holder is pulled out, open the reverse safety bolt to fix the die holder and then flip the die holder to install the die holder.Two points need to pay attention to the installation of the cutting die: The first is to align the fixed block, the knife needs to be aligned with the fixed block; Only stuck in the fixed block, the whole knife will not run. The second is to align the center line.After the center line is aligned and the position is fixed, the next step is to lock the screw. Generally speaking, first lock the screws on the four corners to fix the template, and then lock 2-3 screws in the center of the template. For places where the cutting die is relatively concentrated, some screws may be added to fix the template.Correction of cutting die After the template is installed, we need to prepare the stitching at the back of the template, that is a process of die correction. When doing the knife die correction, we need to set the breaking point, if not set the breaking point, the whole template will fall down after the cutting the waste cardboard, rather than attached to the whole cardboard, so it's important to have some break points.Break point requirements: as a flute B, the break point width is 1-1.5 mm. The depth is 3 mm.The connection spacing is greater than 15 mm. The break point of flute A: width is 1.5-2.2 mm Double wall: 2mm, depth is 5mm.Special attention should be paid to: Break point can not be set in the residual bridge position, the sponge hardness of the break points should be high than than is not the break point, otherwise it will not be fully rolled. When more than 90 % rolled, it began to fill the knife, that is, after the template is installed, to set and adjust the break point. At the same time, we also need to pay attention to the pressure, adjust to a normal pressure from 70% to 90% , during which there is a process of knife filling.paper scrap installation What the paper feeding unit needs to be adjusted is the front and rear side baffle and suction, if there is a chip unit, then it has the installation of an anti-chip template. Anti-chip template is divided into top template and bottom template.The bottom template is also called themold. Themold has a fixing block which shall be aligned with the bayonet and fixed with the bite bar. Then another bar is moved to the plane section of the mother mold for fixing, so that the mother mold is more secure. After fixing, push the die into the machine. Then push the to template into the machine. The top template is also called the male mold. Attention should be paid when installing the male mold: the bite direction of the male mold is consistent with that of themold. Put the male mold into the slot and push into the machine.
1494 views0 0

How to solve the cracks and raw edges on the cardboard?
If cardboard scoring is not obvious, its shaping will be not beautiful, and even there will be some size deviation. 1.In general, the reasons why cardboard scoring line is not obvious have the following four aspects: 1).The gap between the upper and lower scoring wheel is too much The upper and lower scoring wheel gap is too big, so the pressure is not enough, which will cause scoring is not obvious.Solution: Adjust the gap between the upper and lower scoring wheel.2).Scoring rubber wheel wornThe rubber anvil wear will cause the whole circumference getting aller, so the scoring line is not obvious.Solution: Replace rubber anvil timely, because it is wear very fast.3).Cardboard strength is high and running speed is fast, resulting in insufficient strength of ??scoring wheel shaft Those scoring cardboard, its flute has a certain degree of hardness, while the scoring wheel is just a stressed wheel. If the cardboard strength is too high, and running speed is too fast, then the pressure time of the wheel on the cardboard surface is short, because the cardboard rebound force is very large, so the scoring line is not deep.Solution:Reduce the running speed or overcome the insufficient strength of scoring shaft4).The shape of scoring wheel does not meet the requirements The reason for improper shape of scoring wheel is that there are some problems with scoring wheel itself, such as variable-ellipse and deformation. In this case, the part where circumference is the allest is definitely scoring very lightly, while the largest is scoring too much.Solution: Replace scoring wheel2.Different widths for slotting position (linerboard and inner linerboard)Slotting position with different upper and lower width means there will have burrs and cracks when the slotting knife cutting the linerboard and inner linerboard.There are three main reasons for this: 1).Slotting knife passivatedPhenomenon: Slotting knife passivation will affect shear force of upper and lower knife, upper knife passivation will make the front cardboard being cut off, yet the back have little force to cut. Therefore, the upper and lower widths are different.Solution:Replace slotting knife2).Use a flat slotting knife Because the flat slotting knife is not easy to penetrate into cardboard, and will be slide due to the friction of cardboard surface. These slip will cause a narrow cut where the linerboard and inner linerboard first being send, and a wide cut where being send afterwards.Solution: Replace the toothed slotting knife.The advantage is that it will directly penetrate into the cardboard, and using the whole cutting edge which will not cause cracks.3).The slotting knife inserted the lower arc knife too deepIf the slotting knifethe lower arc knife too deep, before the cardboard touches the lower anvil, the upper slotting knife has been inserted, and the lower knife cushion has not contacted, it is easy to have cracking at this time.Solution: Adjust the depth of the slotting knife into the lower arc knife so that they are at the same point when contacting, so as to avoid cracking.
1366 views0 0

How to avoid scoring line defects during slotting?
Carton production is not merely a good printing, slotting is also a very important part. The slotting depth requirements among all kinds of carton are also different, slotting displacement will affect the effect of carton formation and empty box compression.The specific aspects of slotting displacementThe carton's normal slotting error is plus or minus 2mm. Slotting displacement is mainly reflected in two aspects:1.Slotting depth is the position gap between slot position and cardboard scoring Correct model: Slot depth is in alignment with scoring line, in this way, carton will be well formed.Wrong model: If the slot depth exceeds the scoring line, one corner will be hollowed and the other one will be bulging out when the carton is formed. Molding will be very ugly, and will reduce the carton compression resistance. 2.Slot size position will directly affect the size of the carton. If the size is wrong, the carton will be scrapped. In the conventional production process, the displacement of 2-3 mm may occur, which will lead to poor carton molding, and the flap will be seaming or overlapping, which will further affect the use.10 aspects affecting the slotting accuracy.1.Feeding rubber wheel gap is too looseSolution: Adjust the feeding gap - about -0.3mm of cardboard thickness.2.Improper height adjustment of front baffle in feeding unit.Solution: Adjust the height of the front baffle, about 1.5 times the thickness of the board.3.The gap and position of the clamp wheel are not adjusted well.Solution: Calibrate and adjust the gap and position of the paper clamping wheel.4.Partial abrasion of feeding belt or rubber wheel.Solution: Replace or avoid use.5.There is no fixed-timing correction after replacing the new belt.Solution: Re-correction timely.6.Cardboard is very heavy or the width is large, paper into the cardboard bucket is too much.Solution: Less putting cardboard at the feeding entrance.7.The cardboard is too all.Solution: To add suction black plastic, in order to uniform feeding.8.The cardboard warped.Solution: Separate the warped cardboard with the flat ones, or folding before production, if cardboard is wide enough,reduce the speed.9.Slot gap is not adjusted well, bridge not equipped in the die - cutting unit.Solution: Adjust the slotting gap - about -0.3mm of cardboard thickness.10.Operators setting error parameters.Solution: Reset.Equipment with vacuum slotting In the process of carton production, slotting loss accounts for about 30% of the normal production loss. In addition, poor scoring and slotting will directly reduce the compressive strength of the carton by about 10%, and also reduce the post-production efficiency by about 15%. Some overseas carton factories have introduced a vacuum slotting equipment in order to reduce the loss and improve the quality and efficiency. The reasons for poor carton scoring and slotting is the cardboard in the production process will be jumping, warped cardboard is particularly obvious. This will not only cause great loss, but also reduce the compressive strength of the carton, and reduce the post-production efficiency, or even produce serious fishtail.In conventional production, most of the carton factories will install a strip in the printing press or in the slotting unit to install sponge, this is to prevent the cardboard run off in the slotting process, especially the back knife is most prone to rupture. In general, solving the cardboard jumping can reduce the occurrence of such problems.Then how to effectively solve the problem of cardboard jumping? The following to introduce a device with vacuum slotting .When the cardboard enters into the slotting unit, a set of belts are used to pull the paper. Under the belt is the air suction. When running in the slotting unit, the cardboard is transferring by air suction and the belt. In this way the cardboard is strongly sucked, and effectively avoid the jumping in the whole process of scoring and slotting.Small cardboard made by a way of using a new belt and air suction in the production are more competitive and qualified.Printing press equipped intelligent slotting unit without diantling cutting toolWe are all familiar with the slotting mode of the printing press, which is divided into double knife seat and single knife seat. When the required carton height exceeds the equipment parameters, the knife must be removed, or it will cut into the cardboard. It takes a long time to remove the knife, and there will be safety risks in the process of changing the knife.Here's a new art device that doesn't require to diantle the knife.How it works: 1.Combine the slotting front and back knives in one position.2.Rotate the direction of the slotting cutter to the top, and thenthe upper cutter to stop running.After two steps, the cardboard can be passed through the slotting unit.In the process of cardboard transfer, the difference between this art new device without removing knife and conventional equipment is the former device after the installation of paper feeding wheel in both front and back of slotting knife stand enables the cardboard to stably get through under the slotting knife seat.In the process of production, two paper feeding wheels can transfer the cardboard stably, in the process of slotting, it can reduce the jumping of the cardboard, avoid slotting cracks, ensure the carton slotting more accurate and clean.Two advantages of intelligent slotting units:1.No need to diantling the slotting knife in the production of carton.2.Carton slotting is more accurate, not prone to slot tearing, which is conducive to the improvement of carton production quality and production efficiency.Causes of die - cutting size error and corresponding solutions:Many people are worried about the problem of abnormal die size , in fact, there are five types of abnormal die cutting production, if you can find the cause and their solution, it can be avoided easily.1.Cardboard stability is insufficient.Reason: The length of the cardboard is unstable, the movement range is large, the stability is insufficient. Insufficient stability means when the cardboard in between the rubber pad and the template, if the strength of knife die in each place is not the same, it will cause the rubber pad having different rebound force, resulting in some friction. Large friction, slow cardboard driving, all rebound, fast cardboard moving.Solution: Reduce the rebound force of the rubber pad, raise the die cutting speed. Because of the inertia of the two rollers, the cardboard is sent out quickly, the rebound strength of the rubber pad will be reduced, and the cardboard size will not be a problem.2.The die size of the front and back is not consistentReason: The cardboard is sent out by the paper feeding wheel, when leaving the paper feeding wheel, the paper feeding wheel did not clamp the cardboard, and the cardboard is sent out by inertia, the force is not enough, at this time the upper knife mold in rotation, the rubber pad below is dragging the cardboard, forming a friction force. Cardboard movement is relatively slow, and the knife die rotation is relatively fast, the size of the back will become shorter.Solution: Stick a sponge strip along the circumference on both sides of the cutter, and as much as possible for the long cardboard. In this way, when the roller turns, the cardboard can be brought out through the sponge, to achieve synchronization.3.Rubber wheel The circumference of the old rubber pad is shortened due to wear and tear, but the gear ratio of the cutter mold and the rubber pad is fixed.The circumference becomes aller, in terms of the same angular velocity, the linear velocity of the pad becomes aller. The bottom of the cardboard will have resistance, cardboard will send slowly, and the top of the knife mold is faster than the bottom, which will also shorten the size of the cardboard.Solution: The speed of the anvil is accelerated by a speed difference compensation device4.The transverse part of the die is not easy to cut offWhen making molds, generally the horizontal is 0.2 mm higher than the vertical, but many companies in the adjustment of the mold will knock this height down, which will not be easy to cut off.5.Cardboard leading edge uncertainty displacement.The most important cause of uncertain displacement is the instability of the paper feeding. Cardboard is first from the slotting unit to the die-cutting unit, if not well handled in slotting unit, at the same time the cardboard is very long, and large, the front and back of the paper feed may not be synchronized, which will cause the error size.Solution: Put some tape or sponge on the scoring line to stabilize the feeding speed. That is, let the cardboard uniform delivery, it can solve the feed instability caused by the die - cutting size error.
1533 views0 0

Slotting unit operation and process adjustments
By explaining the principle and operation of the slotting process, this paper guides the operators to solve the slotting problems in a targeted way. The content involves the s and principles of the slotting equipment, the adjustment of the slotting equipment, and the inspection of the poor slotting problems etc.1. Principles of slotting unitScoring and slotting unit refers to scoring the cardboard with the height of the carton, and cutting the flap transversely. The slotting and scoring unit include slotting unit, scoring unit, cutting corner unit and trimming unit. The main is to make the A flute carton go through the above procedures.In the slotting process, especially for a piece of molded carton, there are two scoring lines that are very important. It needs to fold 180 degrees in the process of gluing and stitching, while other two only need to fold 90 degrees, and it is folded after carton formation. In this case, these two lines are going to be scored deeply.Slotting unitThe slotting unit is mainly used to cut a certain width and depth of the flap. The slotting unit includes the upper slotting knife, the lower slotting knife and the scrape knife. When the height of the box exceeds the maximum distance between two knives, the operation of removing the knife should be performed. It takes a long time to install the knife and the position must be adjusted accurately, otherwise it will cause damage to the equipment and tools, reduce the production efficiency and increase the production cost.The lower slot cutter is two circles composed of four semicircular steel plates, the distance between which is exactly the thickness of the upper slot cutter. The scrap knife is to remove the remaining paper scraps in the lower slot knife to avoid paper jam and stop the machine.In the process of slotting knife operation, it will encounter a lot of problems, slotting knife itself has a certain thickness, in the case of slotting gap is very narrow, that is, the width of the carton is very narrow, two knives will touch. In this way, the carton can not be cut, at this time we need a double-axis knife holder. The double-axis knife holder has two knife holders in the front and back, which do not affect the movement of the other knife. In this way, the slotting width with zero spacing can be achieved. Most slotting tool holders are uniaxial, as there are very few such narrow cartons.Slotting knife has a feature, that is , best to use tooth-shaped knife. Because the tooth form knife will not form a blade, which is easy to cut into the paper, and not easy to form burrs and cracks. Scoring unitThe main of the scoring unit is to press out several lines to facilitate the molding. The scoring unit is made up of two scoring wheels, the top is pointed and the bottom is curved. There is a special point to pay attention: that is the pre-creasing wheel. This has become a standard configuration of slotter. The cardboard is not easy to cause extrusion flute after pre-creasing.Corner cutting unit The corner cutting unit is mainly divided into knife base, blade and anvil. Its is to cut the excess paper at both ends of the tongue off. At present, the advanced slotting unit will be using a high-quality rubber gasket under the corner cutting, so that the mechanical vibration is all, and the cutting is very clean. Of course, some of the equipment itself is made of steel, it is recommended to make some all changes to the equipment, so the effect is better.Trimming unitThe trimming unit is two semi-circular steel trimming knives, the main is to cut off the redundant paper edges.For the carton with very high requirements for slotting, both sides of the cardboard need to be trimmed to make the size of the carton more accurate. It is recommended that not to trimming. Because when in the corrugator production, if the cross-cutting transformation is better, the size error of the cardboard length direction is very all, which can be controlled in 1-2mm. If it is not to positioning based on the carton tongue edge, such error is acceptable, so the trimming unit is less combined with slotter.Coupling typeThe drive of the transverse moving cutter has two modes: the coupling type and the chain type. The coupling type is better than the chain type, the tranission accuracy is higher, but the price will be a little more expensive as well. In view of the current high production precision requirements, it is recommended that we use the coupling type.2.Quality requirements for slotting unitIn the process of slotting, four quality problems are generally considered:●The carton capacity size is accurate;●Reduce damage, maintain the maximum strength of cardboard;●Formation is neat and beautiful;●The automatic packaging process is ooth, without the impact of carton cover.During the operation, we should pay attention to the following five problems:●Scoring line should be deep, the folding line of the carton should be more clear and beautiful with uniform seaming.●The effect of pre-creasing damage is obvious, the flute that is to be scored must be crushed, so that we don’t need an excessive extrusion in the process of folding, in this way , scoring cracks can be reduced.●The mark of scoring and slotting should be in alignment, which can avoid the carton flap and box shrinkage to affect the appearance of the carton.●Avoid lifting paper with slotting knife. If the knife is not adjusted properly, the slotting incision will be lifted up to form a crack, which will affect the appearance of the carton.●The carton should be compressed at the overlapping part, namely the tongue part. If not, when the carton is formed, the thickness of this place is the thickness of two pieces of cardboard, which is not convenient for stacking.3.Analysis on quality abnormality of slotting unitIf cardboard indentation is not obvious, resulting in poor formation and size deviation.Possible reasons:●The upper and lower scoring wheel gap is too large, resulting in insufficient pressure.●The scoring wheel rubber anvil wear, the circumference became aller.●Cardboard with high strength or fast running speed, resulting in scoring wheel shaft strength is insufficient. Because the cardboard has a certain hardness, the scoring wheel is just a stressed wheel, if the cardboard strength is too large, coupled with the speed is very fast, the wheel on the cardboard will stay on a short time, plus the cardboard rebound is large, so the scoring will be poor.●The shape of the scoring wheel does not meet the requirements. It is out of shape, so it cannot be scored in the place with the allest circumference, and it is too deep in the place with the largest circumference.Solution:●Adjust the upper and lower scoring wheel gap.●Replace the rubber anvil of the scoring wheel.●Reduce the running speed or overcome the insufficient strength of the scoring wheel shaft.●Replace the proper shape of the scoring wheel.The upper and lower width of the slotting part is different, and the width of the slotting knife is different when cutting the layer paper and the bottom paper, resulting in burrs and cracks. Possible reasons:●The slotting knife is passivated.●Use a flat slotting cutter, not easy to stick into the cardboard;●The slotting cutter cut the lower round knife too deep.Solution:●Replace the slotting cutter.●Replace the tooth shape slotting cutter.●Adjust the depth of the slotting cutter cutting into the lower round cutter.Paper lifted in slotting unit Possible reasons:The tip of back slotting cutter is too high, just at the moment when the cardboard feeding out after slotting, the knife is still in the cardboard, and the knife plate below has left, therefore the knife directly stabs into the cardboard.Solution:●Reduce the height of the slotting tool tip so that it leaves the cardboard surface synchronously;●It is necessary to grind the height of the slotting tool tip, because the passivation of the knife will also result in the knife and the cutter not leaving the surface of the paper at the same time.Slotting and scoring offset or skewPossible reasons:●Paper biting is not tight, the cardboard is moving;●The scoring wheel is offset from the slotting cutter, and the center of scoring is at the center of the slotting. If the two centers are not aligned, the slotting and the scoring are definitely not centered.●The toggle plate of the cutter seat or scoring wheel seat is worn and the gap is too large.Solution:●Adjust and check whether the paper biting is suitable.●Adjust the alignment position of the scoring wheel and the slotting cutter.●Change with the toggle plate or adjusting plate.The front and back slotting position dislocatingPossible reasons:●Cardboard transfer process shift;●The phase mechani produces errors.●The tool base is loose with the tool shaft.●Paper biting is not solid, cardboard shift back and forth.Solution: ●Overcome cardboard displacement;●Overcome the phase error of the machine.●Lock the adjusting part of the slotting movable knife;●Adjust and check whether the paper biting is tight.4.Inspection and maintenance of slotting unit equipment●Check the gap of the pre-creasing wheel Check the actual position and setting data of the ram with a feeler every week. Generally, we only look at the dial of the slot, but because of the pre-creasing wheel often friction cardboard, the dial will be showing the error, the actual data and the setting data is not necessarily the same, so it is recommended to use a feeler gauge for thickness inspection every week.●Check the gap of the scoring wheelJust like the pre-creasing wheel, check the actual position and setting data of the ram weekly with a feeler.●Check the size of the slotting cutterUse steel tape measure to collect actual measurement and display data. Because the knife plate is made of steel, there will be heat expansion and cold contraction, especially in summer and winter, there will be some slight differences.●Check the alignment of the upper and lower slotting cutterCheck weekly, rotate the upper slotting cutter, and visually check and locate before putting the lower slotting cutter to avoid the situation of knife collision.●Check the gap between tongue and bladeAdjust the angle tool holder every week, usually rotate the upper slotting cutter to the lower slotting cutter’s highest point, then adjust the angle tool holder. Because only the highest point being adjusted well, it is the correct entry position.●Check the chain tension of the moving knife holderWeekly check with hand pressure, pay attention to the length of the chain that can not exceed 3mm, if too long, left and right movement will be inaccurate.The whole process above can be divided into six steps:●Shake left and right with your hands. Check whether the pre-creasing wheel and scoring wheel are loose. If so, we should firstly deal with the gap between the guide plates.●The upper and lower slotting cutters should be checked for looseness after separated, If loose, we should firstly deal with the gap between the guide plates.●The upper and lower pre-creasing wheels and the scoring wheels are respectively painted with different colors, and the paper is fed into the slotting unit.●Loosen the adjusting chain or coupling shaft, and turn the lead screw to adjust the upper and lower pre-creasing wheels, and the upper and lower scoring wheels to the position aligned with the slotting center.●Test again by repeating from the first step, and adjust after measuring the deviation.●The adjustment of the slotting knife's up and down alignment, first remove the slotting knife, thenthe slotting knife into the lower slotting, turn the screw rod to adjust to the slotting knife, if the screw rod canthe slotting cutter, then we can install the chain or coupling shaft back, finally to adjust the tightness.Here are some details to be noted in the adjustment process:Crushing wheel: The gap should be less than half of the thickness of the cardboard on the basis of not crushing.Scoring wheel: The gap is about half of the crushing wheel on the basis of not crushing.Slotting cutter: The gap of upper knife cutting into lower knife is about 3mm, the gap of paper clamp is about 5mm, and the upper or lower seat is taped with sponge.Shaft and screw rod should be cleaned every day and wiped with low viscosity oil to ensure ooth movement. Do not use anti-rust agent for lubrication.
6609 views0 0

How to make wise investment in corrugated digital printing system?
Why we suggest to invest in a complete set of corrugated digital printing system rather than a single digital printing press? It is simply because the development speed of computer Internet era is accelerating, the competition of packaging and printing is becoming more and more fierce, a single machine is unable to survive in such fierce competition, however a complete set of corrugated digital printing system can allow packaging enterprises to constantly improve the whole production chain, to provide more competitive products.The following issues should be noticed when investing in corrugated digital printing system:1. Evaluate the business structure.Enterprises need to determine the investment direction according to their own business structure and development goals. Each enterprise has its unique demand configuration to avoid homogenization and price competition. For example, the current rapid development of e-commerce has brought new directions for investment in corrugated packaging. In order to increase sales and keep returned customers, sellers usually provide personalized packaging services. These orders are all and complex, if enterprise has a system that automatically figure out personalized all batch customization, it can win a lot of stable customers. Less is more, that’s the way to realize rapid profitability.2.Compare product performance.Many enterprises are always hesitant in choosing products after setting goals, therefore missing a good opportunity. In fact, enterprises can consider the stability of suppliers' products, printing quality, price, cost of consumables, cost of manpower training, after-sales service and environmental factors. After-sales service is very important and necessary. Especially in the preliminary stage of corrugated digital printing, enterprises choose suppliers where close to their own factories, so that any problem can be dealt with quickly and timely, and downtime costs can be avoided.3.Consider the return on investment ratio Only profit can make sustainable development for enterprises. Corrugated digital printing equipment can be selected from tens of thousands to tens of millions of price range. How to realize quick return on investment is a problem that enterprises must face. Based on the current development of corrugated digital printing and the historical performance of commercial printing, enterprises can start to invest in corrugated digital printing equipment.Six technical points to consider when choosing a digital printer1.Printed material adaptabilityDue to the special nature of corrugated paper, the digital printing machine needs to be flexible in the range of thickness, ink must be suitable for a variety of coated surface, and ink volume can be set according to different corrugated materials.2. Printing width The size of the packing box determines the format of the digital printing machine. The existing corrugated digital printing machine can meet most sizes, and the width of the corrugated digital printing machine is more than 1 meter, which is the minimum requirement.3.Printing speed Speed is very helpful for enterprises to arrange production flexibly and improve production capacity. Most professional corrugated digital printing machines can reach speeds of tens of meters or more than 100 meters per minute.4.Nozzle technologyIn selection of inkjet nozzle technology is also a key premise. Because dust will be greatly collected in the printing process, the nozzle performance and maintenance requirements are very strict.5.Ink From the perspective of applicability, UV ink has a wider range of printed adaptability, but post-printing drying and environmental requirements are higher, which need professional ventilation system. Water- based ink has a good environmental performance, but the printed adaptability requirements are also higher.6.Post -press-finishingThe treatment after printing is related to the final forming effect.Whether it can be scoring/die cutting? Whether it can be integrated with existing related back-end equipment relates to the overall investment cost of the enterprise.
1986 views0 0

The development status of digital printing in Corrugated packaging industry
With more and more customized orders and short plate orders, digital printing is gaining more and more attention by the packaging industry. What the developing stage of the digital printing ? What are the advantages and disadvantages of digital printing?1.Three grades of corrugated digital printing pressWith the continuous innovation of digital printing technology, commercial digital printing equipment has been expanding to support thicker cardboard. However, the development speed of digital printing press special for corrugated paper is still far behind that of the commercial field, which is more at the beginning level. Professional level and industrial level need more efforts in light of research and development.1).Beginning levelWe are often heard of digital printing press for corrugated paper, the common one is versatile digital printing press. In fact, many all equipment suppliers purchase domestic or foreign nozzle, and inkjet imaging, then design a set of platform system and integrated software output system, in this way, a versatile digital printing press at beginning level is finished. There are tens of millions manufactures, and the price ranges from tens of thousands of yuan to hundreds of thousands, investment threshold is rather low. The machine not only can print on corrugated paper, but also on other materials such as plastic, metal, glass and ceramic etc. What a versatile one!However, such equipment has many shortcomings, such as unstable operation, difficult color control, limited production capacity, low degree of automation, which is heavily relying on the experience of operators.2).Professional levelCompared to the entry level, it has been greatly improved, the speed is faster, basically, it can run stably at about 100 m/min. It has specialized software system, the printing quality, degree of automation and stability have been significantly improved. Integrated with foreign brand nozzle, dedicated to corrugated paper printing. There is a wide range of choices in domestic and foreign brands, the price differs a lot, and the late use of cost-sharing is more controllable.3).Industrial levelThe first industrial corrugated digital printing press was manufactured by kodak and Sun automation group, and then HP launched Scitex series. EFI also launched the C18000 corrugated digital printing press in 2016. This kind of rapid equipment based on UV and water - based ink - jet technology has the performance of good quality, fast speed, high productivity, and wide compatibility. The degree of automation and intelligence is relatively high, one-time cost investment is also high. It is very suitable for large corrugated packaging enterprises.2.Three basic categories of digital printing equipmentAt present, digital printing press in corrugated packaging industry can be divided into three types: partial digital printing, flat-sheet digital printing, web-fed digital printing.1). Partial digital printingPartial digital printing is a combination of traditional printing and digital printing equipment. Partial random graphic printing can be realized at a relatively low cost.2). Flat-sheet digital printingFlat-sheet digital printing press targets the traditional water-printing or offset printing press.Generally, there are fixed nozzle and sliding nozzle. Printing width is usually large, the feature of mixing the ink without changing the plate has attracted a lot of corrugated packaging enterprises.3).Web-fed digital printing The main market for web digital printing is for large volume orders involving traditional offset and water-printing, as well as flexographic pre-printing.Discussion on the operation of digital printing equipment1).Equipment costAt present, the cost of digital printing equipment is generally high, the main reasons are as follows:● It is not a very long time for digital printing technology being used in corrugated packaging industry, therefore, the equipment, technology research and development costs are relatively high.● The market for digital printing equipment is in its infancy with limited sales volumes.2). Maintenance costThe maintenance cost of nozzle should be dominant in the whole range. The nozzle is the most precise and core part of the digital printing press. The ink, use frequency and use environment will all have impact on its service life and quality, as a result, the cost of cleaning or replacing the nozzle is high. Besides, the patented technical protection and production accuracy of nozzle also lead to high cost.3). Production costThe current popular digital printing equipment in corrugated packaging industry is mainly for inkjet, high-speed and high pressure inkjeting is the key to ensure the production speed and quality. So the ink pressure is essential. If the production continuity is not high or the nozzle is not stable, it will lead to a rise in ink consumption, and the current digital printing equipment ink cost is generally more than ten times the traditional printing ink, or even higher.4). Production efficiencyAt present, most of the digital printing equipment is positioned as customized products. The reason is that many people hold the misunderstanding of which the biggest advantage of digital printing is complete customization. As a result, the production efficiency of some current digital printing equipment is low and the product price is too high to fully expand the market share.In fact, under the current technical conditions, the real key to digital printing that is different from traditional printing is variable graphic printing, rather than variable cutting.5).Quality stabilityDue to the short time for digital printing equipment to enter the corrugated packaging industry, the acceptance of digital printing technology and corrugated market needs time and space. At present, the accuracy of inkjet digital printing could basically meet the market demand. But the stability of production quality needs to be further improved.
1632 views0 0

Analysis on printing press types and their advantages and disadvantages
1. Fixed units and opened units 1) Advantages and disadvantages of fixed unitsThe feature is that each unit is fixed, during order change, preparation can be done without separating the bed. For example, if a bed has 5 colors, when only 3 of them are selected to printing, the fifth color can be used for the preparation before production. The entire production will not be effected. Therefore, it has advantages in shortening the whole preparation and improving production efficiency. Costs are also lower. More importantly, because the unit is fixed, the color accuracy is very high, almost no error.The disadvantages of fixed units are: large space occupation, high price, cleaning and maintenance is difficult.2) Advantages and disadvantages of opened unitsThe unit can be separated and closed. The advantages of opened units are all space occupation, cheap, and clean maintenance is relatively easy.The disadvantage is that it uses gear to moving, color accuracy is not as good as fixed unit. When changing the order, each unit must be separated and then closed, the preparation time is relatively long, and because of separation and close more than one time, it has impact on the accuracy of the gear. When the unit is separating or closing, it is easy to cause danger to operators.2. Direct drive and gear drive printing press At present, the drive system of printing press is divided into direct drive and gear drive.The direct drive is that each color group is driven by a separate servo motor, and the gear drive is that the whole printing unit is driven by one motor, and each color group is driven by the gear.Table 1: Advantages and disadvantages of direct drive and gear drive(as below)Drive modeAdvantagesDisadvantagesGear driveThis is the conventional driver model, and most common way, it’s cheapThe error between gears limits the accuracy of each unit and is not suitable for high-precision products (except for the use of gear equipment from Taiwan).Direct driveEach unit adopts a separate motor direct drive, through the computer control correction synchronization, error is all, suitable for high precision color products, overlap accuracy can be achieved±0.25mm The price is expensive and the maintenance for electronic products is relatively high 3. Upper print and bottom print press 1) Advantages and disadvantages of upper printingUpper printing refers to the printing surface at the upper of cardboard, the roller is rolling the ink on the top of the cardboard. Its advantages are: The printing effect can be seen directly, and easy to check out the printing defects when operating.Of course, the disadvantages: Because the roller is atop, plus the gravity, when there comes the ink viscosity problems, ink is easy to be thrown out, falling on the surface of the cardboard, that is, easy to get ink stain. Another disadvantage is that because the cardboard face up, the dust on it is not easy to fall off, which is easy to form printing blank.2) Advantages and disadvantages of lower printingLower print means the printing surface under the cardboard, the obvious defect is that the presswork can not be directly seen, the printing defects are not easy to find, which has increased the difficulty of inspection. Correspondingly, its advantages is that ink will not fall on the printing surface due to gravity, ink contamination rate is very low. At the same time, the dust will fall down in the process of operation due to gravity, which will not stick to the printing surface of the cardboard, the printing blanks will be less happened.
1546 views0 0
Must-see tips when purchasing anilox roller
The anilox roller is the heart of the printing press, If made wrong purchase decision, the production quality will be seriously affected. This article focuses on the following four aspects in terms of buying anilox roller:1. Select the appropriate cell volumeVolume directly determines the size of the anilox roller ink supply, presswork with different degrees of precision requires different ink supply volume, so the choice of anilox roller is to take full account of the roller cell volume.2. Select the right number of screen linesIn general, the amount of ink supply decreased as the number of screen lines increased, the higher the number of screen lines, the aller the amount of ink, relative uniformity is better. For a single cell, because the shape of the cell determines the existence of corner angel inside the cell, and just due to the corner angel, it hinders ink transfer, which is the so- called “corner effect”. The higher the number of screen lines is, the more cells are at per unit length. Meanwhile, considering the existence of a wall between two cells, the higher the number of screen lines, the larger the opening degree of cell, that is, the greater the relative depth, the more serious corner effect, resulting in a reduction in ink supply. Therefore, in the selection of the number of screen lines, ink supply should be fully considered.1) To consider the presswork with different degrees of precisionRelatively speaking, the field, lines, text etc. need large amount of ink, the number of lines should be low, color line patterns need all amount of ink, the number of lines should be high. In addition to the amount of ink, the number of dot lines on the plate should also be considered. The precision degree of presswork depends on the number of dot lines. On the printing plate, as the dot size determined, if a lower line number of anilox roller adopted, the area of each cell will be larger than that of some dots on the printing plate, so when printing, the dot will be immersed in the cell due to the dot without any support of the wall, therefore, not only the surface of the dot is inked, but the side wall is inked, resulting in the dot increased. Practice has proved that in order to obtain superior printing quality, the ratio between the number of anilox lines and the number of dot lines of the printing plate should be kept at about 4:1.2) To consider the printing material and requirementsDifferent printing material has different ink absorbency, so does the ink drying method. That’ why we should fully consider the ink amount among different materials. Generally, if ink absorption is high, we should choose low number of lines, if ink absorption is all, the high number of lines should be considered.3. Select appropriate cell shape1) In line with the form of ink supplyInk supply of flexographic printing is mainly divided into double rollers and scraper type. The scraper type can be divided into positive scraper, reverse scraper, chamber double scraper. Under the condition of the same number of lines, the volume of the four-pyramid cell will be rapidly reduced because of the scraper wear, therefore, the four-pyramid cell in most cases with the form of double-roller ink supply. And four - sided table, six - sided table can be used in scraper type.2)In line with the ink typeOblique cell can improve the performance of ink supply because it can ensure the flow of ink. Therefor, for higher viscosity of ink, or varnish, paint, etc., oblique anilox roller can be used.4. Select the appropriate anilox angleIn most cases, ceramic anilox roller with 60°and regular hexagonal will be considered for ink supply, only in special cases other angles of anilox roller will be used .
1376 views0 0
Poor trapping is more than viscosity and PH
In general, when there is poor trapping, you may think that it is due to ink viscosity or PH value, however, you may also ignore that the ink drying is also the main cause of poor color trapping.1.What is poor trapping? What are the disadvantages of poor trapping?Poor trapping refers to two or more colors superimposed together. In many cases, the last color is difficult to cover the previous color, resulting in the former color exposed outside, giving rise to bad pattern printing. Poor trapping will directly affect the appearance of products, causing customer dissatisfaction or complaints, and even return.2.Improper ink fast drying adjustment will also cause poor trappingGenerally speaking, the printing order of trapping is from the light color to the dark color, ink viscosity from low to high, PH value from high to low, however, poor trapping still may occur even though many operators go through the methods above, why? You may ignore that the ink fast drying is also the main cause of poor trapping.As shown in the picture below, it should be the easiest to use black to overprint yellow, but in fact, it fails to do so. Why is that? It can be seen from the photo that, the black ink concentration is relatively high, brightness is also good, ink viscosity and PH ratio is also correct. Ink viscosity and PH ratio of the black color and yellow color trapping: It's not the viscosity, nor the PH, what's the problem? When doing overprint you will consider the ink drying speed, and the faster the ink drying the better the overprint.And the problem of trapping above is just due to the ink fast drying.3.How to adjust ink drying performance to reduce poor trapping?1).Lower ink viscosity does not necessarily show a faster drying speedAlthough yellow viscosity is low, it does not mean that the ink drying is faster than the black, which in the production process is the easiest to deink and scratch, so the ink desiccant added much more. Because of the black ink drying agent added, 14 s ink drying speed can be shortened to 7s, while the yellow is 10 seconds, then the black is significantly faster than the yellow drying speed. Ink drying faster, then the amount of ink transferred to the plate will be reduced, resulting in a fast black ink drying, ink transfer less, resulting in poor trapping.2).The drying speed of the first color should be faster than the latter oneInk drying speed control points: ink drying speed faster, the amount of ink transferred to printing plate will be reduced, inking amount cut down, ink layer becomes thinner, resulting in coverage force decreases. Therefore, in the printing process, the drying speed of the first color should be slower than the latter color.4.Solution of poor trapping should be improved according to the characteristics of productsWhen dealing with poor trapping, we should think before we do, or you will think the theory is useless. The solution of poor trapping should be improved according to the characteristics of the product. It is said that this kind of printing sequence can be black first and then yellow, the effect is very good.
1657 views0 0

How to properly use a doctor?
Though doctor is not eye-catching, it has a crucial impact on product quality for high-precision color printing technology. Blade pressure, sharpness, contact position with the plate all having effects on printing quality. According to the actual needs, reasonable adjustment of these factors can solve many printing problems.Good scraper knife can supply quantitative and uniform ink to anilox roller, therefore printing products to meet our expectation. If not, it is easy to cause line marks on print surface, color difference, plug screen and other defects. Therefore, it is very important to understand the working principle of scraper knife and to use it correctly.1. Five important indicators when using a scraperBlade pressure, sharpness, contact position with the plate all having effects on printing quality. According to the actual needs, reasonable adjustment of these factors can solve many printing problems.1) Pressure: The factors affecting the pressure of the scraper knife are the size of the cylinder pressure, the difference between the hardness and softness of blade, the angle of the scraper knife and the printing plate, etc., the greater the gradient, the greater the pressure. Too much pressure will reduce the transfer rate of ink, giving rise to printing plate wear and blade wear, all pressure is prone to dirty the plate or cause scraper line.2) Sharpness of knife: Knife sharpness depends on whether it is a new one, the angle of blade when sharpening, the type of sandpaper (oil paper) used, etc. A proper sharpness of knife should be both effectively scraping, and not produce a scraping mark. Too sharp is often easy to produce scarping mark, and wear the plate.3) Scraper gap: Scraper touches anilox roller, when the blade gap and roller gap is too tight, the amount of anilox roller ink reduced, which will affect the printing ink transfer.4) Flatness of knife: The flatness and warping of the knife mainly depend on the installation method, and of course, it may be related to the foreign matter sticking in the groove of the knife holder or the blade and the liner.When the knife flatness is poor, there will be some water drop-like marks on the edge of the printing surface, or from time to time there will be some intermittent line marks. Some people think that rough ink, bad ink mobility are the reason to cause the above phenomenon, but in fact, poor knife flatness is the reason .5) Doctor movement: A left and/or right movement of a scraper knife plays an very important role in reducing the scraper line, improving the utilization of the scraper, reducing the wear of printing plate. If the doctor movement is abnormal, we should find out solutions to improve.2.Printing line marks may be related to the scraperThe reasons for line marks in printing, one is the damage of plate, the another is scraper not sharp enough. Besides, it’s likely due to a foreign body sticking to the back of the blade. The solution is to move scraper knife back and forth, up and down, so as to shake off the adhesive, if fails to do so, we have to stop the machine, and clean the knife.There is also a problem with the scraper, and many people believe it is caused by ink. The problem refers to sometimes appear irregular dozens of different lengths of line marks, looks like ink accumulation, it is different from the scraper line, which is continuous, but is actually caused by all pressure of the scraper or not sharp blade.3.What to do to solving the specific problemsThe above indicators of the scraper are both different and similar, in solving specific problems, you can use one of them, aw well as comprehensively use to thoroughly solve the problem. For example, when there are some interrupted ink lines, we can both solve by increasing the pressure, and by sharpening the knife. When a more serious dirty plate appeared, it needs a combination methods from several aspects. First to use a sharp blade, second to increase pressure, third to increase the distance between the scraper and the touch side.
1382 views0 0

The principle and operation of inking system
1.Inking systemInk system is divided into open and chamber system.Chamber type: To put the whole ink in a enclosed space, that is, the ink chamber. The advantage is that dust is not easy to fall into the ink, and the main components of ink are resin and ammonia, therefore ink is not easy to volatile, and ink viscosity change will be relatively all. The shortcoming is that it's hard to see the amount of ink when you put it in.Open type: The whole ink is stored in the ink container, it is opened, which is easier to observe when you inking. A big drawback is that the dust brought by plate roller or other places is easy to fall in, and ammonia is very easy to volatile due to the open type, affecting the ink viscosity.The inking system is divided into four parts: ink supply, ink wiping, anilox roller and ink reclaiming.1) Ink supplyThere are three types of ink supply: air pump type, peristaltic type, air film type. At present, the air pump ink supply is the common way, peristaltic ink supply is relatively better, because it is the regular peristaltic moving through the compression force. 2) Ink wipingInk doctoring is divided into two kinds, one is by rubber roller, with the gap between rubber roller and anilox roller to adjust the thickness of ink on the anilox roller, the gap adjustment is generally 0~0.5mm. The other is by scraper knife, which has upper blade and lower blade, forming a chamber, after ink doctoring, the ink will be transferred to the anilox roller, the scraper knife angle is adjustable, there are 30°, 45°, 60 ° and other angles. Scraper knife type is a relatively mainstream at present, the scraper knife system includes three parts: a chamber knife on the top, a blade on the bottom, and the ink container.There are two kinds of scraper knife, including plastic blade and steel blade. The advantage of plastic blade: it can better protect anilox roller because it is softer than anilox roller, besides it is easy to install. The disadvantage is that plastic scraper knife is easy to wear, which needs frequent replacement, and the cost is high.The advantage of steel scraper knife is relatively cheap, not easy to wear, but improper maintenance is easy to damage the ceramic roller, such as the scraper installation position is not appropriate, in the case of defects, it is easy to scratch the ceramic roller, so its installation requirements is much higher than plastic scraper knife.Comparative analysis of two scraping systemsModesAdvantagesDisadvantagesRubber Roller1.Simple structure, easy operation 2.Full page printing effect is better 3.Not easy to damage 1.Not suitable for high - screen line printing 2.Ink consumption, more waste Scraper knife 1.Small amount of ink, less waste 2.Suitable for high quality printing 1.The structure is complex, which requires constant maintenance. 2.Improper maintenance is likely to damage the ceramic roller, and the operation is complex. 3.It is necessary to pay attention to the pressure adjustment of the ink supply which is very important, because the stability of the ink supply is controlled by the air pressure Due to the relatively advantages and disadvantages of rubber roller and scraper knife, there is also a compound ink supply system at present. To use rubber roller and chamber doctor for ink doctoring. The ink amount can be adjusted by this form. When to print the field with low printing requirements, use rubber roller to adjust; When printing high screen line with high printing requirements, use a chamber doctor. Its advantage is to combine with the advantages of both, ink thickness adjustment and its adaptability are high. The obvious downside is the complex structure.3) Anilox roller analysis The principle of anilox roller inking is the scraper to rolling the ink to a roller groove, and then rolling the ink to the printing plate.● The structure of the anilox rollerOrdinary anilox roller has a stainless steel roller inside, the surface coated ceramic. At present, the relatively good anilox roller will add a layer of nickel between the two. Because of the strong binding force between the ceramic layer and the nickel layer, the ceramic layer of the anilox roller is not easy to peel off, and hence has good stability and all deformation.● Basic structure of ceramic rollerAnilox roller has roller wall and cells, like a honeycomb, consisting of many holes, which is filled with ink, and ink rolling to the plate from these holes.● The numbers of screen line of anilox rollerThe roller cells have specific requirements, that is, the so-called the number of screen line, which refers to the number of roller cells by length of an inch. For example, 100 roller cells is equivalent to 100 screen lines, 500 roller cells is equivalent to 500 screen lines, at present a roller cell with more than 400 is the high screen line, ordinary printing is in the number of about 250 screen lines.● The arrangement of anilox roller : Mesh The roller cells are also arranged in different angles, with 60°, 30°and 45°, which can be selected according to different printing requirements. What's the difference in this angle? Due to different angles, the width of inking is different, so the roller mesh structure determines the ink supply, imprint and water mark. It can be seen that the ink supply uniform of 60°anilox roller is better, so the 60°roller structure is better.●The amount of inkingIf the width and depth of cell is different, the amount of ink is not the same, the deeper the cell the more ink, but the deeper one will be a big problem, because of the surface tension, the ink accumulation inside is not easy to come out, that is, supplying is not good enough. ●Basic requirements for roller makingYou can ask your supplier to do some tests according to this standard. For example, the full run-out of an anilox roller is 0.01mm, the run-out is 0.01mm, and the dynamic balance is 30g (400 RPM). Problems may be caused if you do not meet this requirement: 1). Ink roller jumping. 2). Damage equipment. 3). Uneven inking. Comparison of advantages and disadvantages of three anilox rollersAnilox roller modesAdvantagesDisadvantagesSteel Roller(Gradually out-of-date)Cheap1.No more than 180 lines 2.low surface hardness, fast wear,highfrequency maintenance 3.Roller cells has bad inking performance, printing effect is badCeramic Roller(Mainstream)1.The surface hardness is high, not easy to wear 2.Roller cells has good inking performance, printing effect is good 3.It can meet high screen line printing, up to 400 mesh 1.High price 2.Not easy to repair, high maintenance requirements High screen line Generally more than 400 mesh, suitable for printing high quality products High cost, and high requirements over the ink, printing plate, cardboard especially the requirements over the ink and printing plate are different from ordinary screen lines.
1350 views0 0

The advantages of automatic ink cleaning and recovery and its purchase elements
At present, the biggest advantage of the ink waste water treatment system in the market is that it can shorten the cleaning time by recycling ink in the cleaning process, reducing the output of used water.After configured ink waste water treatment system, using special agents to regularly clean anilox shaft will greatly improve the clarity of printing; Intelligent cleaning with one-button operation, automatic cleaning only for 8 minutes. Production efficiency is dramatically improved, so as to control labor costs, and more than 50% of the cleaning time will be saved. Compared with the traditional cleaning method, the anilox shaft will be cleaned thoroughly, so does mesh; In addition, each group produces about 10 kg waste water, which controls the production of non-fixed waste water and strictly controls the cost of waste water treatment, equipment investment, personnel costs and greatly controlled chemical agents costs. Before ink changing or cleaning on a traditional water-based printing press, the ink residue of each color group between the anilox roller and the rubber roller has about 2 kg. If each water-based printing press changes ink 8 times at one shift, then each shift will waste 16 kg. Let’s take $2/kg ink as example, so $32 is wasted. In total $64/ day, more than $23,000 / year.When purchasing ink automatic cleaning and recycling equipment, the following factors should be considered:1.The removal rate of water-based ink waste water COD, BOD, SS chroma must be high.2.Reduced space on floor.3.High degree of automation.4.Easy to operate, and the effluent treatment effect can reach the national zero discharge standard.
1488 views0 0

How to solve the problem of scoring cracks by adjusting scoring wheel?
Scoring cracks happened quite often in dry weather, how to solve that? In fact, you can avoid scoring cracks, and improve the production capacity by properly modifying the scoring wheel of printing press, Pre-print wheel modificationCause of scoring cracks: pre-printing wheels of conventional printing press are made of iron on top and bottom and have different radians. If the radian of pre-printing wheel is larger, carton forming easy to form a rounded corner, which would not obtain a good pre-printing effect, and resulting in scoring cracks. Improved method: The upper pre-printing wheel is made of elastic materials such as rubber band or PU rubber. The surface of PU rubber should be a certain radian groove, which playing a buffer role, so that the cardboard is not easy to crack, and the bottom wheel will be used as scoring wheel to do the pre-printing.In this way, it can control the scoring point in advance, which to effectively achieve the straight effect of carton formation.Transformation of scoring wheel Improved method:The top and bottom convex point can be a little wider, radian can be larger relatively, so that the effect of scoring will be more straight which not only can improve the production efficiency of finishing unit, but to avoid cardboard scoring cracks.
1415 views0 0

Factors to cause cardboard crush
1. Paper feeding modeThe conventional paper feeding mode of printing press is: there are three sets of all pull rolls in the front, that transfer the cardboard to the paper feedingrolls, and then the paper feedingrolls transfer the cardboard to the following pull rolls.Because the paper feeding roll is a solid state, the upper and lower has two respectively, when in normal production, the height of feeding rollgap should be about 0.3mm less than the cardboard thickness, the gap can not be large or all, if the gap is too large or too all,the paper feeding precision can not be guaranteed, such as if the gap is too all, clamped too tight, cardboard will be crushed.If it is two sets of paper feeding roll mode, the advantage is of high feed precision, but the disadvantage is easy to crush the cardboard. The easiest thing to happen with two sets of feeding roll is 1).The printing operator adjusts only one set of feeding roll, causing the second set to crush the cardboard.2).Inaccurate display of paper feeding roll gap will lead to misjudgment.2. Paper feeding roll pressure control system Traditional paper feeding mode: The upper roll jumps up and down in the process of paper feeding. During pressure control:1).Pressure control system is inaccurate, resulting in cardboard being crushed.2).High speed paper feeding with a high frequency, but easy to hit the feeding roll, affecting the feeding precision. Improved paper feeding mode: The gap between the upper and lower roll is fixed, so during pressure control:1) The feeding gap can be adjusted according to the thickness of the cardboard when the pressure is controlled.2) The feeding precision is stable.
1501 views0 0

Characteristics of intelligent FFG and the differences from conventional ones
1. Characteristics of FFGThe configuration of a complete intelligent FFG includes automatic paper feeder, flexo printing, automatic strapping machine and automatic stacker.The economic value of FFG is mainly reflected in the following aspects: The number of operators is relatively few, per capita output value is high, and the land area is less than the traditional printing model.Fixed FFG (change order without stop) can prepare printing plate and ink for next order in the production process, thus greatly reducing setup time. In addition, the fixed FFG can achieve rapid ink washing, automatic plate hanging, rapid template installation, only one person debugging 1-2 times, can the machine restore to normal operation, order memory is accurate. FFG is a very common printing equipment overseas. In recent years, the use in domestic market has also been rising. And there are the following 8 differences between intelligent FFG and conventional non-intelligent FFG.2.Differences from conventional FFG1).Labor varianceWhen it comes to intelligent equipment, the first thing that comes to the mind is manpower saving. For conventional FFG, 8 people are usually required. Among them, 4 people for printing process, and another 4 for gluing/stitching. But the intelligent FFG only needs 2 people in total, one for front section and one for back section. 2).Speed difference Intelligent FFG shows high efficiency and fast speed, which it is not incomparable to conventional FFG. For conventional FFG, 200 meters/min is a good level, while the intelligent FFG can easily reach 350 meters/min.3).Order change difference The order change time of using intelligent FFG will be greatly reduced. When using conventional FFG to change orders, we need to stop machine and then complete the plate hanging, ink washing, template installation etc., and at least 30 minutes needed. While the intelligent FFG can achieve non-stop plate hanging, fast ink washing and template installation, only 5 minutes for a order change, by contrast, the former is 6 times than that of the latter.4).Capacity differenceDue to the reduction of order change time and the improvement of production speed, the production capacity created by the intelligent FFG will be several times than that of the conventional FFG within the same production time. According to the comparison in the following table, the capacity of one set of intelligent FFG is equivalent to that of four sets of non-intelligent FFG. Under the same capacity, the number of staffs of intelligent FFG is only 1/16th of that of conventional FFG. 5).Output differenceIf order change 10 times a day, working 8 hours a day, 26 workdays a month, $0.28 for one piece of cardboard, the output value of each intelligent FFG will be over $10 million than the non-intelligent FFG.6). Manpower difference If the monthly salary for conventional FFG staff is $570 and the monthly salary for intelligent FFG staff is $857, then using intelligent FFG will save $2,800 per month and $34,000 per year. In addition, due to the adoption of FFG, working intensity is aller, working environment is better, so the staff is more stable and the management is easier.7).Differences in unit labor costsAn ordinary FFG, its monthly production capacity is about 936,000 sheets and the labor cost is about $4,500. The average labor cost per sheet of cardboard is $0.0004. While an intelligent FFG, its monthly production capacity of about 3.9 million sheets and the labor cost is about $1,714. The average labor cost per sheet of cardboard is $0.0004.8).Equipment input differenceIt takes about $2.14 million to buy a art FFG, including automatic paper feeder, automatic strapping machine and automatic stacker, while about $570,000 to buy a conventional FFG.(paper feeder, strapping machine and stacker are separated purchased ).However, the capacity of one set of intelligent FFG is equivalent to that of two sets of non-intelligent FFG, that is, to achieve the same capacity as one intelligent FFG, it needs to be equipped with 2 ordinary FFG and 2-3 automatic gluer and strapping machines.
1827 views0 0
How to keep consistent printing color in the same batch?
Inconsistent of printing color is the problem that many factories will encounter. Mostly, when large orders in the production, the color difference will always be occured. Besides, the color in each batch is different. Why is that? How to prevent?1.Reason analysis: In the production of large orders, when the printing press continuous in the production for about an hour, the ink viscosity will rise, and the printing color is getting dark. The common practice for operators in this case is to add water to continue printing. When printing for another hour or so, the color of the ink changes again. Due to adding the water in the early stage, the ink concentration decreased, so the color will be different from the one at the beginning. Generally, new ink will be added to the press. However, this will not only waste ink but the color cannot be kept in the same.2.Preventive measures: 1).Inking: In the production of large orders, when inking to the machine, it’s recommended only half a barrel of ink used, rather than the whole barrel. When the color is getting light during the production, then add the other half bucket, so as to ensure the viscosity of the ink and color concentration remain consistent, and the printing color is consistent, so the amount of ink would be reduced.2).Inspection: Samples must be reserved every 3000 sheets for comparative inspection to prevent printing color difference. 3).Color sample: Color card must be made. Color card can be divided into standard color, upper limit color and lower line color, so that color can be well controlled.
1557 views0 0

Will a small hole causing printing plate wasted?
In the process of using a printing plate, the plate will be worn out, when wear to a certain extent, it must be scrapped and replaced with a new one. But one thing that often happens is that there is only a all hole in the plate, which is most likely to appear on a full page or color ribbon. Once these plates are replaced, the cost is quite high, so whether they can be repaired to continuously use?During the printing process, why does plate appear all holes? Generally, due to hard objects are stuck on the printing plate. During the printing process, a hard object dropped causes a all hole in the plate. The presswork will have some printing blank after a all hole has been made.When this happens, you can remedy it by doing the following:Common ways: Put a tape or hard objects on the back of the printing plate. If flat wire is used, cut it short and knock it flat, and place it under the all hole and then fixed with tape, and then to printing. In the printing process, because there is wire under the hole, the hole will be put on top, the pressure will be increased, and printing blank will be avoided.Less common methods: Dissolve the unexposed resin, dripping the solution into the hole, and make it flat, in this way, the printing plate can continue to use. Because the resin is sticky after it dissolves, the resin will be incorporated into the resin plate.Printing plate remedial with these two methods are widely used in the industry, the profit of making cartons is all, so we can only save cost by saving the production of materials.
1710 views0 0

A complete solution to increase printing efficiency by 50%
How to improve production efficiency is a concern of each and every company.This article introduces a solution to increase the production efficiency of printing press by 50%, from how to reasonably arrange the preparation work to on-site debugging, personnel division, etc., we hope it will be helpful for the people in the corrugated industry.1.Improving the starting- up time is the keyReducing the setup time is one of the most effective ways to improve the efficiency.If we make 20 orders per printing press per day and each order change takes 20 minutes, each printer will be stopped for up to 400 minutes per day. If it only takes 10 minutes to change the order, it will save 200 minutes and increase the efficiency by 50%.In order to achieve this, we need to reasonably arrange a series of work from preparation to on-site debugging, division of labor and so on. The goal of increasing efficiency by 50% can only be achieved by increasing the equipment's start up time. So,how to achieve that?2.Do a good job in preparation, then you’ll get twice the result with half the effort Let's talk about the details of the pre-press preparation. What do we need to do for pre-press preparation? How do you ensure everything is right?1).Prepare the necessary ink for the printing press Check whether the ink PH, viscosity, hue is up to standard. Because PH controls printing adsorption on the paper, especially the dot overprint is the most prominent. If you set the PH value to 9 for the first red color, and the second overprint blue color is 8, so the effect of overprint is that the blue color can not cover the red color, overprint effect will be very poor. Similarly, viscosity is one of the most critical factors to control the quality of printing, viscosity too high will appear unclear printing, deinking and other phenomena, so it must be tested. If inking without checking the hue until it gets wrong , and then clean the ink, it will waste 2 kg ink and spend at least 15 minutes to stop to changing the ink. After checking the printing production schedule, arrange the staff to get the inks needed on the day and place them in the workshop. Before operating the printer, stir the inks first, and then ink to the circulation of production.2) .Prepare the printing plate required by the printing press In the printing process, it is often found that the printing plate is wrong after start printing or it can not be printed due to wear and tear , resulting in stop for changing order. Each time it will cause 30 minutes of downtime waste and each cleaning ink waste at least 2-4 kg. So how to overcome this?●According to the production schedule, the staff will take printing plate and send it to the printing press.● The operator first to do the basic detection of the plate, such as whether the text is correct.●Check whether the surface has stains or wear, and then send it to the machine and check if the printing plate number is correct.3).Prepare the cardboard In the printing process, after the printing plate, ink are ready for the press, we found that the cardboard did not come out, resulting in the machine to change order and wash ink, this kind of things often happen. The following suggestions are for your reference and can be used to prevent similar problems.●First to check if the cardboard has been prepared already, to avoid the printing plate being placed but no cardboard to printing.●Scheduling the cardboard order according to production scheduleConclusion: if the above three aspects can be achieved, our on-site downtime will be reduced by 20%. Only when the details are well controlled, can the efficiency of the printing press be gradually improved.3.Synchronously manage internal and external tasks to improve printing efficiency by 50% Enterprises want to improve the printing efficiency, the best way is to record all the adjustments and divide them into internal and external tasks. Turn the internal tasks into external tasks whenever possible and reduce the time required for external tasks. 1). Internal tasksInternal tasks are activities that must be performed while the device is locked, such as changing the printing plate, adjusting the position of the scoring roll etc., which the machine must be stopped. So how to finish the internal task in advance? Usually a set of equipment equipped four people, number 1 is the captain, the rest is the deputy.●We often find that when the former order finished, the staffs have no idea what to do, but just wait for the captain's order. Therefore, we need to reduce the connection time between opening the machine and the downtime of the former order, so as to achieve the effect of shortening the preparation time.●After the former order finished, the equipment stops. Our operators often look for tools , take tools and make repeated actions. We have to reduce the amount of time that people have to hold the tool repeatedly after the machine is turned on, and reduce the repetition of actions, so the time is reduced.●In normal operation, usually after the former printing done, we should clean the ink for the former order, and then to find another plate, this will waste 1-2 minutes.The correct approach is to prepare in advance the replaced plate, pad and ink, and place them in the needed printing unit. This could save two minutes.●It is very important to adjust the process parameters of the next work order, which should be adjusted according to the data record on the process card, so as to prevent the adjustment after the machine starts printing.●The tasks of operating printing press is a team work. When one of team members fails to complete internal tasks, others should actively help and focus on the internal tasks.Summary: According to the above operation, 4-5 minutes can be saved, that is, 20 orders a day, 100 minutes would be saved, improve the efficiency of 20%.2).External tasksThe external task is the activity that can be performed during the carton production: preparing printing plates, inks or inking and other working items, so how to shorten the external time?●After the former order finished, we should quickly clean the paper feeding section and start to adjust, take away the presswork , adjust the stacker to prepare the pallet.●We need to make the best use of operator no. 4 to complete external events. Only by properly arranging the operator’ work flow can the waiting time be reduced.Conclusion: In order to increase the printing efficiency by 50%, we need to achieve the actual demand through on-site operation and verification. One method can be used for reference is to actually shoot the scene with a camera, and then discuss and improve. After 2-3 times of discussion and improvement, it will be definitely saving a plenty of time.
1443 views0 0
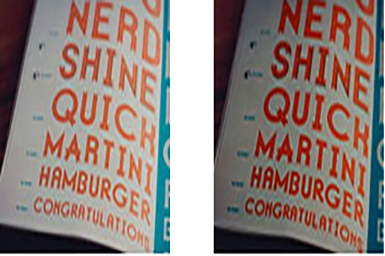
Six methods to reduce cartons chromatic difference
1. Stable ink quality Stable ink quality is the key factor to control chromatic difference. Now many customers will compound spot color inking order to promote the uniqueness of their products and increase security features.Spot color ink ratio must be accurate, so as to ensure a stable ink hue, and the brightness, saturation can meet the requirements.If ink quality changes, it will lead to a large discrepancy.The technical content of ink mixing is relatively high, so the requirements for experience are also very high. If enterprises without owning ink mixing specialist can request ink manufacturers sending technicians to offer door-to-door service. In short, the quality of ink affects the overall effect, it must be carefully selected and used.In the process of using ink, there exists a series of problems including viscosity increase, ink distribution, hue change etc. after volatilizing. These need to be timely adjusted according to specific situation. In the printing operation, front-line staff, especially the captain, will find out many effective methods and all innovations in practice. All proven effective methods should be actively summarized and promoted.2. The inking performance of plate material The inking performance of plate material, especially the one wore out after being used for a long time. The progress of plate technology has greatly improved the quality of printing, to a certain extent to reduce the chromatic difference of the presswork, but whether it is rubber plate, resin plate or flexo, long-term wear will greatly reduce its inking performance. Therefore, it will frequently cause problems such as shallow imprinting, unsaturated ink layer. If in this case just add the printing pressure, rather fundamentally solve the problem, it will only lead to plate material further damage and chromatic difference, and carton compression resistance will be greatly reduced.3.Pressure balance, uniform printing The speed and stability of printing can both lead to color changes. As the printing speed increases, the ink volume increases rapidly, the ink layer thickens and the color increases. On the contrary, when the printing speed decreases, the amount of ink is reduced, the ink layer becomes thinner, the ink is lighter, and the amount of ink is difficult to reach saturation. Therefore, in order to maintain a stable color, it is necessary to maintain a stable printing speed.The same goes for pressure control in printing. Too much pressure, the amount of ink is all, the printing is breezing. Too all pressure on the upper roller, the gap of roller larger, the amount of ink is too much, not only resulting in thick ink layer,hue change, but dot printing will cause paste, and solid field printing will cause creeping.4.Control paper material color, gluing amount, oothness and other indicators Paper whiteness is included in spectrodensitometer measurement, so measurement and analysis of the chromatic difference among products have to remove the impact of paper color, because the customer will never forgive the chromatic difference caused by the paper factor. Therefore, control paper chromatic difference also become an important job. Especially in the current carton packaging market, the white paper is not used commonly, coloured kraft paper, board paper accounted for a larger proportion. Printing on colored paper will produce the effect of “sunglasses”, which should be prevented in the prepress design.Paper oothness, gluing amount will also cause carton printing chromatic difference. Paper with high oothness will be plane reflection, color will appear bright and light. On the contrary, rough paper will have ink layer diffuse reflection, hue will appear heavy. The gluing amount of the paper will affect ink adhesion, and the thickness of the ink layer directly affects the chromatic difference.5.Strict management system on standard color sample In general, the customer will deliver a standard color sample, if it is a newly developed product, the customer will also confirm a standard color sample before mass printing. Therefore, the customer's color is the standard, color management must be based on the sample color.1).Respect the customer's original standard, do not change without permissionNo matter how many times the plate material is changed, the technical parameters can not be changed, if possible, color density, chromatic difference and other standard items should be recorded into the spectrometer.2). Properly keep to prevent loss, damage or discolorationImproper storage of samples is easy to cause discoloration, once color changed, it will lose the significance of being standard. If used for guiding production, the consequences are unimaginable. Therefore, it is necessary to establish a strict management system to provide a good light-proof and moisture-proof environment.6. Record management Records not only enable product traceability, process records can also enable operations to be traced. According to the requirements of ISO quality management system, there are many kinds of records, which should be done according to document requirements one by one. The projects that really guide production operations and quality control are largely fixed. After each batch of cartons are finished, the ink ratio, viscosity index, printing number, machine speed, operation notes, product inspection and measurement data, even customer comments should be recorded in details. These are truly assets that are conducive to quality improvement and quality improvement.The printing process is variable, and these measures above can not totally ensure there is no chromatic difference. In order to do a good job in color management, and reduce the corrugated box printing chromatic difference, it also requires our crew operators, inspection personnel, management personnel to be careful in observation and adjustment, diligent summary and improvement innovation. In short, color management can achieve the goal of optimizing the carton printing quality.
1450 views0 0
Notes for conventional paper feeding system to prevent printing crush
Notes for conventional paper feeding roll system1.Cardboard crushed to a large extent due to improper human adjustment.2.The abrasion of the feeding roller will reduce the feeding precision.Feeding roller abrasion also affects the feeding precision. If feeding roller abrasion heavily, roundness decreased as result, to put it simply, the speed of rotation becomes slowly to form the speed difference, speed difference between all feeding wheel and feeding roller produced , so feeding accuracy will naturally produce errors.3.The hardening of the feeding roll will reduce the feeding accuracy.Both the feeding wheel and feeding roll are made of rubber. Once the rubber hardens, the friction of the paper feeding will be reduced and the feeding effect has to be achieved by increasing the pressure.4.The feeding roll tends to slip on the scoring line.5.There are safety hazards with paper feeding roll.Feeding roll gap setting parameters:According to the flute to set the feeding roll gapA flute 4.5±0.3mmB flute 2.5±0.3mmC flute 3±0.3mmE flute 1.2~0.8mmCB flute 6±0.3mmAB flute 7±0.3mmCE flute 4.2±0.3mmAE flute 5.5±0.3mmThe methods that operators adjust the feeding roll gap:1. Use calipers to measure cardboard thickness for data verification. The standard operation for adjusting feeding gap is divided into two steps:1).Test the thickness of cardboard, the vernier caliper is generally used for measurement.2).According to the cardboard thickness to determine the feeding gap adjustment value, different flute with different feeding gap. Generally speaking, cardboard thickness -0.3 mm= feeding gap2.Set the standard position for the gap scale of the printing press.3.Do not blindly increase the feeding gap. Daily maintenance for feeding roll1.In order to ensure the accuracy of paper feeding, the gap of paper feeding roll should be adjusted regularly. Generally, it is corrected with a feeler gauge, feeler gauge thickness = gap thicknessSpecific method: Firstly,the feeler gauge between two feeding rollers, and adjust it until the feeding roll completely clamp the feeler gauge to check whether the scale is consistent with the thickness of the feeler gauge. If not, further adjustment is required. 2.Paper feeding roller should be cleaned regularly to avoid oil stains and paper scraps getting stuck paper feeding roll bearing.3.Feeding roll screws should be tightened regularly.
1509 views0 0
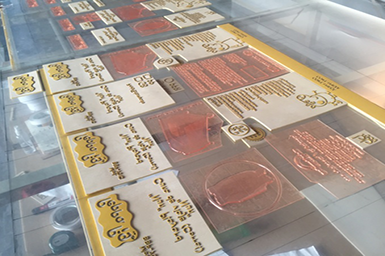
Three ways to save the cost of plate making
The quality of printing plate has a direct impact on carton printing quality. Paying attention to the quality of the relevant links can improve the printing quality, extend the plate service life, reduce plate loss, reduce production costs.1. Reasonably use plate materials Rubber Plate Flexo resin plateIn the corrugated carton printing and production process, the commonly used printing plate mainly have rubber plate and flexo resin plate. Compared to resin plate, rubber plate is featured low cost, large quantity of printing, but poor printing accuracy, low efficiency. Complex patterns, fine text (such as bar codes, web text and all fonts) and large areas of full-page field printing require resin plate to complete. High screen line printing with a large amount of printing, laser flat screen printing plate is much durable, because flat screen printing, dot angle vertical, so the number of printing has increased.2. The quality of flexo resin plate Because corrugated board has the deficiencies including surface not ooth, rough, warping, dusting, picking, paper sandwiched with sand etc., in the printing process, these problems are easy to cause pasting plate, crush, and even wear or damage flexo resin plate, resulting in short service life of the printing plate.The general thickness for flexible resin plate is 3.94 mm, Shore hardness is 33-36. The printing plate must be wear-resisting, strong impact resistance, moderate hardness, good resilience after pressure, ink uniform, consistent thickness.Other materials (double-sided adhesive paper, water-free tape) : when paste double-sided adhesive paper and water-free tape resin plate to polyester film, if the viscosity is not strong, the plate should not be used, to avoid the resin plate rebounding due to the strong pressure and impact during printing, in the case of not gluing, giving rise to damage or lost the printing plate.It is recommended to use silicon defoaming agent instead of hydrocarbon defoaming agent . Because hydrocarbon defoaming agent will cause flexo resin plate swelling ( n-butanol is used to wash the plate after flexo resin plate exposure) making printing plate cracking, accelerating the damage of printing plate.3. Process quality control ●Production of flexo resin platePlate-making exposure control is the key, different exposure time makes the hardness, corrosion depth and elasticity of flexible resin plate greatly different.Exposure time too long and/or over exposure will cause graphic loss or wash out, and printing plate also become deformation, hardening and brittle.Exposure time too short, that is, underexposure will make plate’s surface sensitive layer being washed away.●Layout methodsCarton printing generally have more overlap plate, when imposing, better not to cut the plate too fragmented, it is better to make each same color of the printing plate into a whole.We should better care those loose and all plate when pasting, which is prone to be damaged or lost in the printing process due to the poor adhesive.Besides, do not pull during the process of pasting, maintenance, replacement of all pieces of plate, or plate with fine patterns, text, to prevent damage and tear the printing plate.●Pasting the plateTo ensure pasting flat, the edge of the printing plate must be sealed with water-free adhesive paper. If the printing plate and printing roller surface not contact tightly, the printing plate will warp upward. And the warped part is easily to rebound after permeating into the ink, resulting in the plate being damaged or lost in the printing process.
1376 views0 0

10 problems to notice in graphic design and plate making
In carton factory, the corrugated carton printing problems caused by unreasonable graphic design and flexographic production often appear, which seriously affect the pattern and printing effect of the carton. Now we will look at the problems in graphic design and flexographic production.1. Avoid full-page printing When designing corrugated carton, we should first avoid full-page printing in water borne flexographic printing press. When designing corrugated carton with full page, because pressing roller touches corrugated board, pressure between the plate and pressure roller will cause huge damage to the compressive strength of corrugated cardboard, and the infiltration to paper by a large area of ink will also reduce the compressive strength of the cartons. The physical performance of corrugated carton after the full-page printing will lower about 30%. Therefore, designing graphics and text should be as simple as possible, and try to avoid printing graphics and text everywhere on the corrugated carton, not to mention full page printing. If some cartons need full page printing, color group can not be too much, and the printing pressure in the premise of ensuring the printing effect should be as all as possible. Large quantities of cartons should choose other printing process. The application of corrugated carton pre-printing technology in domestic corrugated carton industry is an ideal solution to full-page printing, and it can achieve multi-color accurate overlap.2. Reduce the number of overlap The more the number of overlap, the more decreased the carton compressive strength, so the overlap should be reduced as much as possible. In particular, all patterns of accurate overlap, because the water borne ink on the surface of the corrugated carton will seriously affect the effect of overlap edge, especially when the offset carton products for water borne flexible printing, overlap color should be changed according to water borne flexible printing process. The pursuit of green packaging and saving packaging is actively advocated by many international enterprises. Simple, lively and creative pattern design can not only express the information of packaging products, but also save packaging resources and reduce production costs. Therefore, in many corrugated carton packaging, reducing the number of overlap is conducive to improve physical performance of corrugated carton packaging. On the other hand, too much overlap will lead a poor color reduction effect on corrugated carton, the cost for overlap is also very high.3. Avoid all font printing Flexible resin plate for all text is no problem, but corrugated carton from the effect of publicity should try to avoid all characters. For example, the text below 50px can hardly be seen at a distance of more than 5 meters, thus losing the significance of promoting the products. Printing times of the Plate with all font will be greatly reduced, printing operation is difficult to deal with. Printing pressure is light, text is shallow, if increase the printing pressure, on the one hand, it will lead to dot deformation, text and lines appear obvious "edge effect", on the other hand, corrugated structure will be damaged to reduce the strength of the carton. Therefore, all font printing should be avoided for carton graphic design .4. Avoid ribbon printing (i.e. the same with mechanical direction of corrugated board)There are horizontal gradient lines on the patterns of some cartons. When printing, carton in this area is very easy to break because the stress is concentrated. The printing pressure will crush the flute, so the ribbon printing should be avoided. 5. Use ink with strong saturation and coloring For some carton samples with bright colors, the ink color should be eye-catching. Because the color of corrugated board itself is quite dark, we should try to choose color saturation, strong coloring ink (such as bright red), otherwise, printed color and expected color will have a big difference. It is not realistic to assume that the color on the proofs will be the same as what you see on the monitor, or as the samples printed by the inkjet machine.6. Relax pressure of flexo on corrugated cardboard A design with a all gradient dot pattern should consider a high printing plate screen lines . In the flexo dot design, the factors of printing press precision should be considered, the pressure range of flexo on corrugated board should be relaxed, and the ratio between the screen lines of printing plate and the lines of anilox roller should be reasonably selected. 7. Reasonable design of opening type The position of the hand hole on the carton should be designed in the middle as far as possible, and reasonable opening shape should be considered in the design.8. Avoid large differences in printing patterns on the same pageCarton layout design should avoid large areas of the field and dot printing on the same layout.9. To consider elastic deformation of flexible plate Because the flexible plate is elastic, after installed on the plate roller, the plate will be bending along the circumference of the roller, yet almost not bending along the roller axis. This deformation will cause the size of the printed text to change. For those high-end printings, you must take measures to compensate, the best way is to change the size of print film. If there is a round pattern on the manuscript, it can be photographed by using a deformed mirror with the calculated compensation factor. The compensation factor is the reduction factor of the print film, that is, the percentage of the size of the print film should be reduced in the direction of printing.10.Make sure the sample is consistentThe sample should be kept the same in graphic and text design output, to avoid the output difference of different printers, which makes it difficult to test and judge.
1573 views0 0
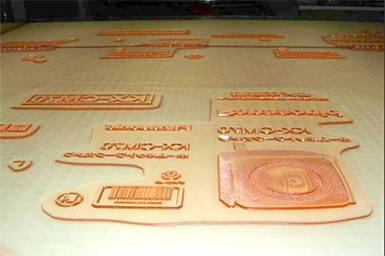
How to make a standard resin plate?
One must-have for a printing press is the printing plate.Producing a good quality plate not only improves the productivity and quality of the printing press, but also facilitates the management of the plate. This paper mainly introduces the preparation method of solid photosensitive resin plate.1. Exposure The exposure steps can produce the concave and convex parts of the plate, after the material changed along with the chemicals.1) Back-side exposureBack exposure is the first step in the plate making process, which must be carried out by the back of the plate. This may form a uniform thickness or form a basis that may support the entire layout.2) Front-side exposureFront exposure is the main exposure step. The transparent part of negative film is hardened by ultraviolet light and is connected to the exposed part on the back. 2.Washing plateAfter exposure, the plate will form two different chemical structures, but on the surface it looks the same (before being washed). The process of plate washing will show the concave and convex layout.Using brush and chemical solvents can remove solution of the unexposed part on the plate,(refers to the part that is not exposed to ultraviolet light). This method does not dissolve the hardened part and leave it on the plate.Once the plate contacts the solution, the protective layer on the plate also began to dissolve.3.Dryness and StabilityAfter the plate washing process, followed by drying stabilization process. After the plate washing, the plate absorbed some solvents (about 10% of the plate thickness).In order to maintain the thickness of the original plate, the absorbed solvent must be removed.Use hot air (60℃) to dry for a period of time (1-4 hours depending on the thickness of the plate and the amount of solvent absorbed). The drying process will remove most of the solvent and the residue will evaporate during an 8-hour standing time (stability process).4. Final ExposureThe final exposure is the final step in making plate.1) CL final exposure(Ultraviolet chemical lamp) A short exposure with an ultraviolet beam (the same light source used in the exposure procedure).This will fix the plate's chemical structure, increase the strength and printing resistance. This is technically ready for printing, but may be affected by the stickiness of its own surface.2) GL anti-viscosity treatment (UV sterilization lamp)In order to prevent possible problems in printing, viscosity must be removed, it is necessary to apply anti-viscosity treatment. The most commonly used method is to use ultraviolet sterilization lamps to remove stickiness. This step is the same as the post-exposure, only with a different light source (GL light source).The exposure tolerance for this process is very all, so be careful to verify its correctness.The lack of such GL exposure procedure may still cause problem of sticky plate . However, overuse GL exposure will lead to "plate crack", and affect the printing resistance.Note: 1. Anti-viscosity treatment can also be done by chemical treatment (bromination, chlorination) or powder treatment. 2. Sterilization lamp is very destructive to eyesight, never to use the naked eyes to look directly.
1428 views0 0

What should be prepared before carton printing?
1. Check the Process Sheet and Process InstructionAfter having the operation concept, we should check whether the preparation before printing is sufficient. First, to check whether the content of process sheet is complete, such as the notes on process sheet, generally include: printing model, specification, plate number, printing status, numbers etc., Second, to check whether the process instruction is complete. Printing process instruction is a very important process reference for processing before printing. Therefore, we must carefully review before printing.2. Check Sample CartonBecause the colors of carton are various, even the carton, the color can be varied from its nature color to other colors. That’s why even the same color that printed in the different kind of paper would appear differently. In this case, it is vital to check the cartons before printing.3.Check Parameters of EquipmentThe most important thing before printing is to check if the initial parameters of the equipment are correct. The initial parameters refers to whether the gap is reasonable when the equipment is to print the cardboard. We can have a better understanding about whether the gap in the following parts is adjusted properly, including front baffle, side baffle, paper feeding roller, inking roller, printing roller, slotting crush roller, scoring roller, we need to make sure these initial parameters are adjusted to zero before printing.4 . Check the Ink 1) Hue Check● Use a scraper blade or color wheel to scrape a ribbon on the color paper, then compare with the sample color to determine whether the color is correct. Hue directly affects whether the color of the printed product is correct, which is the first important item of ink quality inspection.● The most objective method is to use the colorimeter. We scan the standard color with the colorimeter , and then scan the color scraped by a scraper, this two colors will form a density difference. But a lot of factories do not have colorimeter, therefore they can only observe with naked eyes, in this way, there is one thing in particular, due to the illuminant difference, inspection result can be greatly different, therefore the illuminance of fluorescent lamp is very important. Make sure to use fluorescent lamps. Some factories use xenon lamps, which will cause problems , especially on night shifts.2) Viscosity CheckIn flexo ink viscosity detection, we usually use Tushi cup and stopwatch, this is the simplest method, its advantages are easy operation and carrying, durable and low price. Of course, there is also a complex method, that is to the use torque viscometer, it is more scientific, being used for experimental calibration, but the actual operation is not very applicable.Requirements of Viscosity Test a).Before the test, the ink must be mixed evenly;b).Make sure the measuring tool is correct;c). Try not to have foam on the measuring cup;d).Try to control the ink viscosity in 10~30 seconds (No. 4 cup). Generally, the general viscosity is about 24 seconds. 3) PH Value TestPH value is used to test the ink PH, which has a certain impact on the ink viscosity, and ink trapping. Generally, PH value tester is used for detection. PH value detection requirements: the probe should be cleaned, the calibrated button should be pressed before detection, and timely cleaning should be carried out after inspection. This kind of detection is very accurate.Some companies use PH test paper, this method comes with a problem,that is, some color can not be tested, because the PH test paper is detected by discoloration, once other ink sticks on the test paper, it will cause errors.4) Surface Tension TestThe surface tension test is conducted only when there are a lot of hard-to-interpret problems come out. This is not a regular way. Surface tension is measured by a surface tensiometer.5. Check the Plate The printing plate has three layers, the surface is a printing plate, the middle layer is a pad, the back layer is double-sided adhesive tape, the pad and the printing plate will both affect the quality of printing.1) The Hardness of the PlateThe key to check plate is to check the hardness, the surface hardness of 3-7mm resin plate is generally in 30-40 Shore hardness.2) Whether the base of test plate is roughGenerally rough base is caused by the following reasons:underexposure on the back, brush-out pressure and time are not enough, the time of using brush-out potions is too long, exposure is not uniform.Having burrs when the base is rough for printing.3) The surface of the printing plate is crackedThe reason is because the front exposure light distribution is not uniform, curly storage, printing plate is not stored in the dark room, printing plate is oxidized in the air. In the case of plate cracks, cracks will be stained with ink, bring bad effects on the presswork.4) Obvious cracks on the base The main reason is because the exposure time is too long, the base surface hardness is too high, it is easy to crack under a certain tension, so that affects the transfer of ink.5) Check the flatness of the plateBefore make-ready, we should pay great attention on flatness, a lot of people would add more pressure when the printing effect is bad, this is wrong idea. In this condition, we should first check whether the printing plate is flat.6. Check Anilox RollerAnilox roller inspection does not need to carry out very frequently, but must do on regular basis. A high-precision test usually takes two aspects: the amount of ink, and to use a luminous magnifying glass to take a picture.1) Use a professional camera, placed on the anilox roller to film, then it can show the proportion of mesh blocking.2) You can use 60-100 times of luminous magnifying glass, the magnifying glass is placed on the roller, the focal length is adjusted, and the digital camera is placed on the magnifying glass to shoot, it also can obtain the real image of mesh . Once a month or twice a month is acceptable.3) Load the obtained mesh image into the computer, compare the blocking ratio, and judge whether to clean the pattern roller according to the blocking situation.The new images will be shiny, 10% of the mesh blocking will be blurry, 20% will be dark.4) Scraper inking, if 10% blocked, it should be cleaned immediately, glue roller inking, if 20% blocked, it should be cleaned immediately. It is recommended that you do a simple cleaning in every shift, as cleaning becomes more complicated when the blockage reaches 10% or 20%.Simple cleaning is to use a brush and washing powder, if done every day, then the monthly photo can be completely neglected. The quality of presswork will be very good. There is one thing to remind,that is, different roller with different brush. If ceramic roller, steel brush should be used, if steel roller, then we choose a copper brush, otherwise the roller will be damaged.7. Cardboard InspectionHere are six things to watch out in cardboard inspection: flatness, temperature, humidity, paper PH, ink absorption, paper surface tension. Cardboard ConditionInfluenceFlatness 1.The precise of printing color register. 2. The control of printing pressure. 3. The ooth of paper feedingTemperature 1.Ink drying speed. 2.The service life of plateHumidity1.Ink transfer. 2.When humidity is high,the feeding roller will destroy the hardness of the cardboard. 3.The increase of the printing pressure will lead to the compression resistance reduced, 4. Too dry will affect the ink leveling.Paper PH The change of paper PH will directly affect the control of ink PH value.Ink Absorption1.The strength of ink absorption affects the transfer of ink. 2.The ink absorption of coated paper is the worst, special ink is needed.Paper Surface TensionPlate and ink surface tension will be affected by the surface tension of the paper surface, ink with less surface tension is needed.
1429 views0 0




































































